Alumen multas proprietates excellentes habet, est materia perfecta pro system structurale fenestration in pluribus modis. Sed alumen etiam est materia altissime conductiva caloris quod cito transferat temperaturam climaticam exterioris. Itaque homines creant system interruptio thermica ut reducant conductivitatem caloris.
Nunc, sunt duae species materialium quae communissime utuntur in system interruptio thermica:
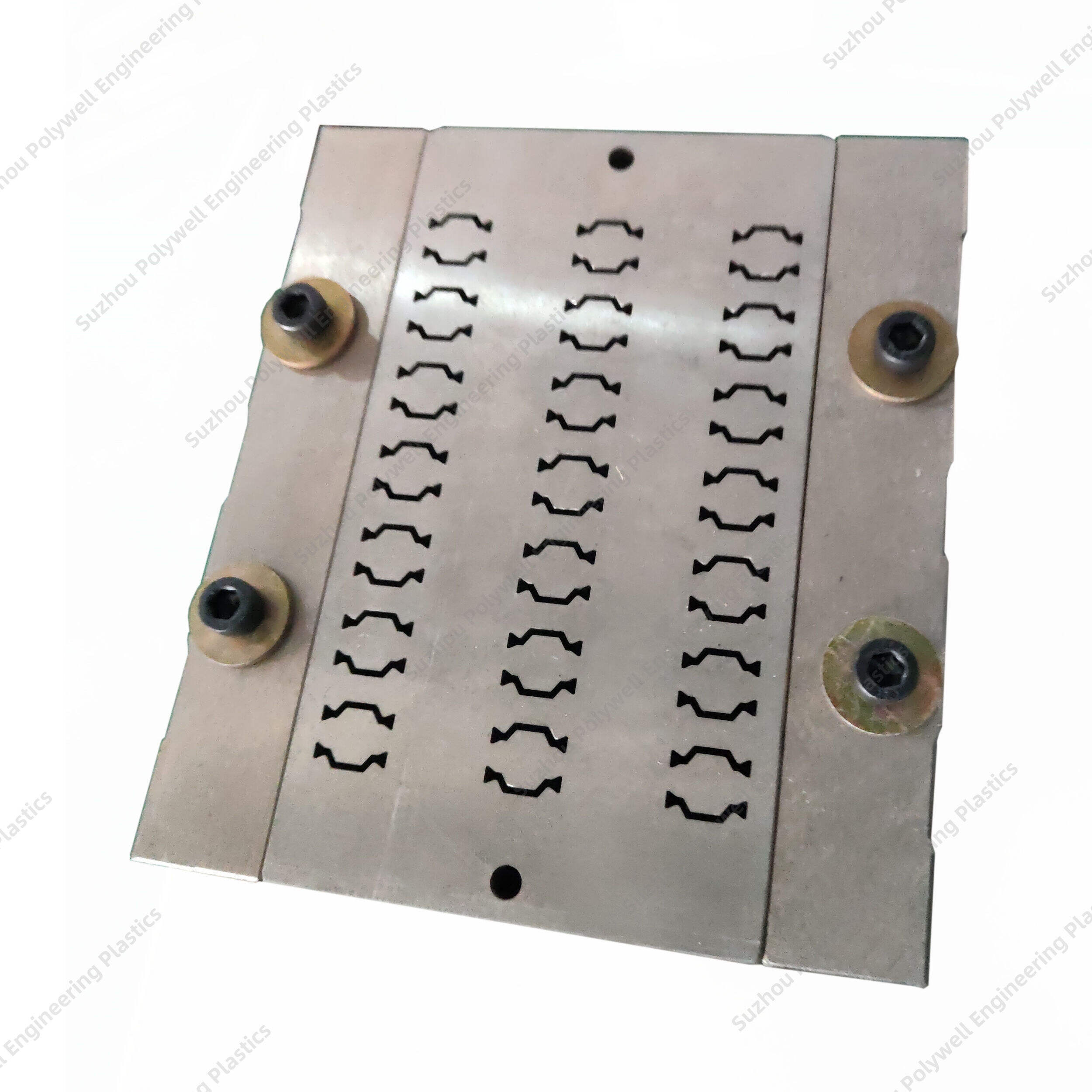
Pro systemate effusionis et amotionis polyurethane, canalis in profilenium aluminii designatur et impletur per liquidum polyurethanum. Deinde amove tur pons metallicus a parte inferiori canalis ut polyurethanum induratum insulator fungeatur. (ut ostenditur in Figura 1 et Figura 2)
 |
 |
| Figura 1 polyurethane systema fractionis thermicae effusionis et amotionis | Figura 2 polyurethane systema fractionis thermicae effusionis et amotionis |
Pro systemate fractionis thermicae laminae polyamide, lamina polyamide mechanice insertatur inter duo profilenia aluminii. Lamina polyamide est insulator. (ut ostenditur in Figura 3 et Figura 4)
 |
 |
| Figura 3 latus fibræ polyamide systema interruptus thermicus | Figura 4 latus fibræ polyamide systema interruptus thermicus |
Hodie, loquemur de processu insertionis necessario in profiliis aluminii cum interruptu thermico. Quia praeter qualitatem ipsius fibræ polyamide, gradus technicus processus insertionis est factor importantis ad determinandum qualitatem profiliorum aluminii cum interruptu thermico.
Communiter loquendo, processus insertionis perficitur per quattuor passus:
Profilus rugosus
Inserere lorum
Crimpendo
Testis fortitudinis scissurae
Primus gradus: Profil K nurling
Scrobulatio profili est ut expellatur "dentibus" in parte profili aluminii quod indiget inseri laminae polyamide. (ut ostenditur in Figura 5 et Figura 6)
Scopus scrobulationis est augere asperitatem profili, ita ut possit melius vim fortitudinis tinctionis compositi profili aluminii meliorem praebere. Scrobulatio profili est processus praecipue crucialis.
 |
 |
| Figura 5 scrobulatio profili | Figura 6 dentes in profilo aluminii |
Lora polyamidina inseritur in ambo incisurae aluminii superiores et inferiores per raile ductum machinae insertionis lorae, ut possint coniungi simul. (ut ostenditur in Figura 7) Processus insertionis aliquorum instrumentorum integritas est in machina rugositate, id est, lora polyamidina inseritur in formas aluminii durante processu formae rugositate. Post insertionem, lora polyamidina et formas aluminii non firmiter coniunguntur. Sunt laxae. Lorae et formas aluminii possunt movere inter se.
Pro his formis aluminii quarum distantia centri duarum incisurarum est minus quam 10mm (ut ostenditur in Figura 8), difficile est inserere loras polyamidinas per machinam insertionis lorae. In hoc casu, solum manu possimus inserere loras polyamidinas.
 |
 |
| Figura 7 inserere lorum |
Figura 8 distantia duarum incisionum a centro est minus quam 10mm |
Constrictio est premere profila aluminii et fascias interruptionis thermicae utendo tribus paribus rotarum durarum volventium. Tres pares rotarum volventium utuntur ad praecargandum, comprimendum, et corrigendum respective. (ut ostenditur in Figura 9 et 10)
 |
 |
| Figura 9 comprimendo | Figura 10 comprimendo |
Gradus experimenti est perfacilis. Applicare vires crescentes ad profilen longitudinaliter donec occurat displacere inter profilum aluminii et fasciam thermicam interruptam. (sicut ostenditur in Figura 11 et Figura 12)
Praeterea, hoc experimentum non est experimentum semel faciendum. Decem exempla centum millimetrorum longa experiri debemus. In processu, notandum est quod fragmenta suprema et infima comprimentia non possunt premere super fascias thermicas interruptas. Scopus testandi vim sectionis est vim combinationis inter fascias thermicas interruptas et profile aluminiiorum testare. Norma Nationalis Sinica praescribit ut valor characteristicus virei sectionis longitudinalis profile aluminiiorum cum interruptione thermica maior sit quam 24N/mm.
 |
 |
| Figura 11 testis fortitudinis scissurae | Figura 12 testis fortitudinis scissurae |
 Nuntiae Calidae
Nuntiae Calidae
POLYWELL speciale in PA66 ligamenta thermarum insolationum offerens polyamida granula, extrudera, formas, machinas tortuosas, et operas cssmores interretiales comprehensivas.
Vicus Jinfeng, Civitas Zhangjiagang, Civitas Suzhou, Provincia Jiangsu, Sinarum
Ius Copyrigt © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Politica Privata

 EN
EN