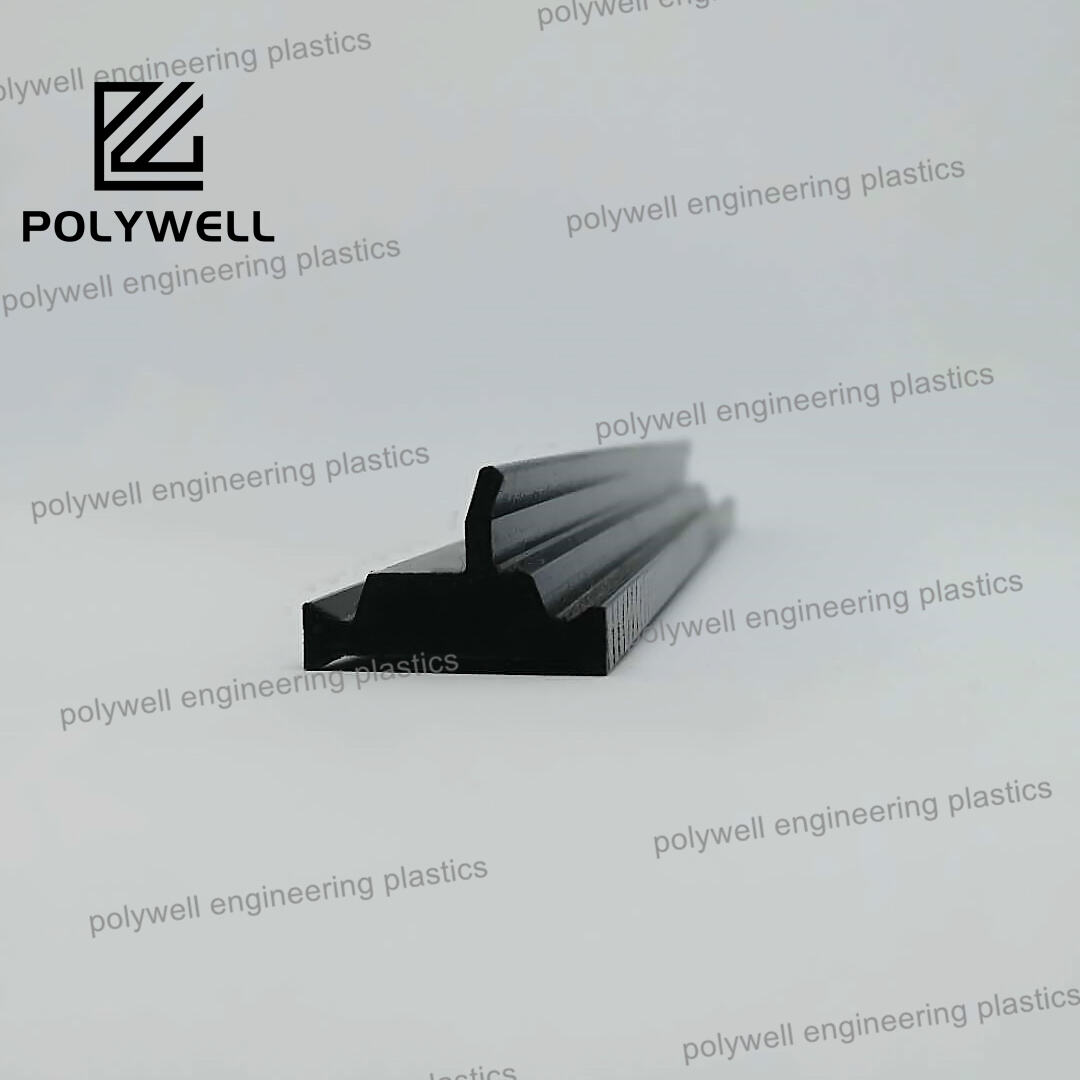
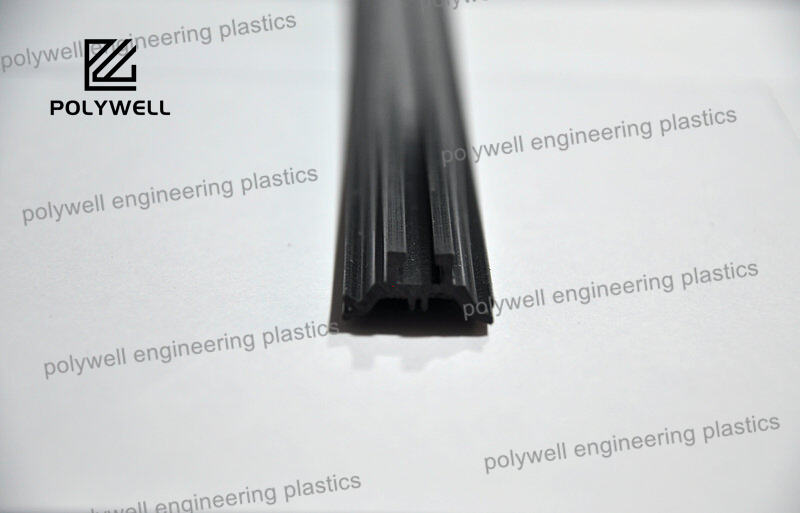
POLYWELL Խողովակներ՝ պոլիամիդի ջերմային ընդմիջման շերտի արտադրության գծի կայունության համար
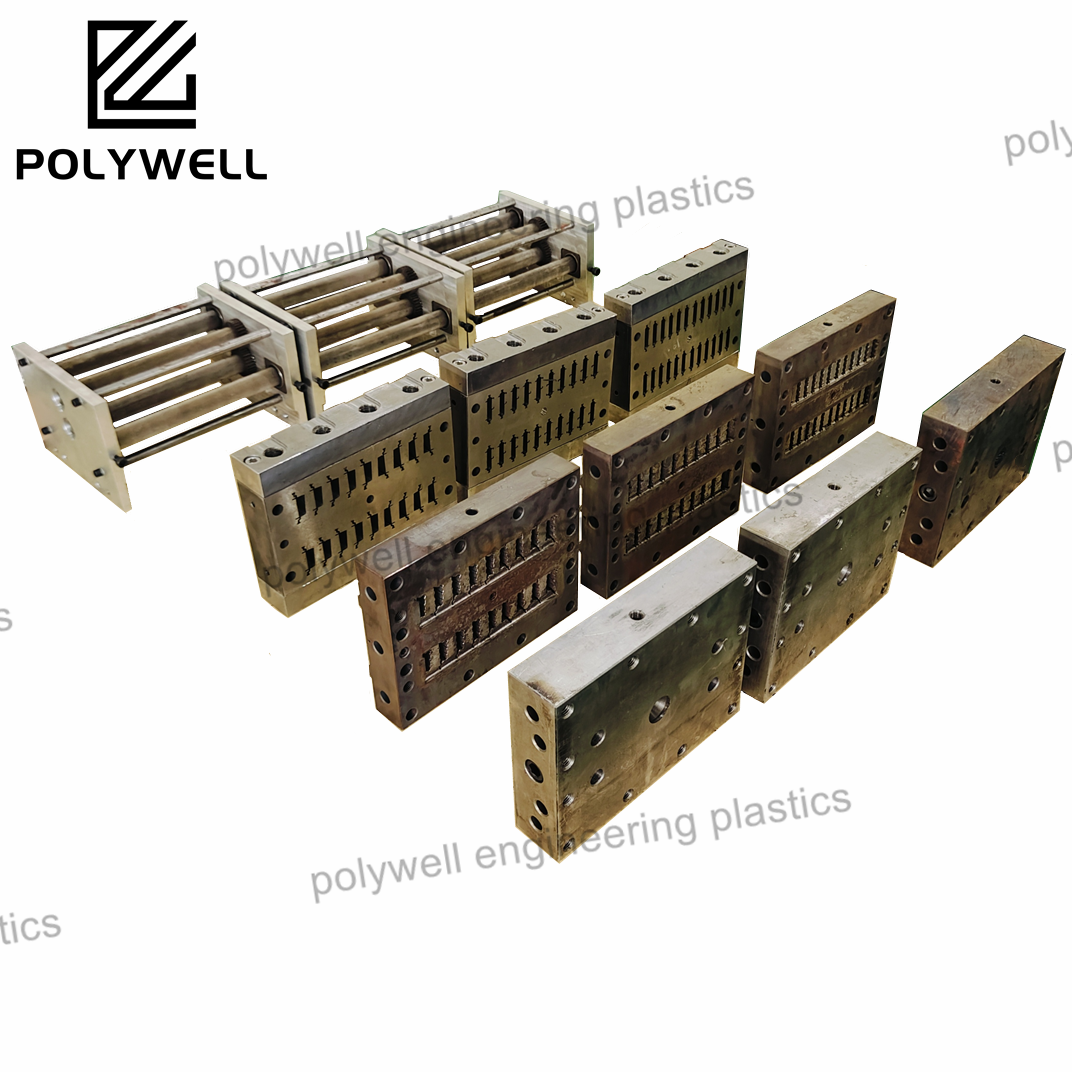
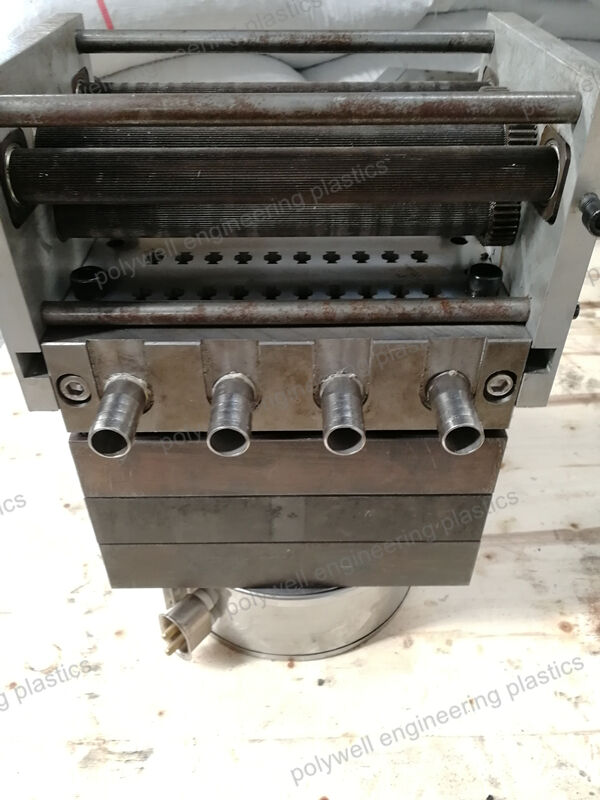
Այս էջը պատկանում է POLYWELL-ին՝ պոլիամիդային ջերմային կտրվածքների լուծումներում 15+ տարվա փորձ ունեցող մատակարար, որը առաջարկում է լցանյութավորված գծային սահմաններ «Պոլիամիդային շղթաների արտադրության գծի այլ սարքավորումներ» շրջանակներում: Լցանյութավորված գծային սահմանները ապահովում են բաղադրիչների (օրինակ՝ էքստրուդերի մասեր, կտրող գործիքներ) հարթ, ցածր շփման շարժումը պոլիամիդային շղթաների արտադրության ընթացքում, նվազեցնում է մաշվածությունը և երկարացնում սարքավորումների կյանքի տևողությունը: POLYWELL-ը տրամադրում է տեխնիկական աջակցություն սահմանների սպասարկման և լցանյութավորման գրաֆիկների համար, ինչպես նաև Design for Manufacturing (DFM) ծառայություններ՝ սահմանները արդեն գոյություն ունեցող գծերին ինտեգրելու համար: Վայրում սպասարկումը լուծում է տեղադրման կամ շահագործման հետ կապված խնդիրները, իսկ կյանքի ընթացքում տրամադրվող վերապատրաստումը օգնում է հաճախորդներին պահպանել սահմանների արդյունավետությունը: Հաճախորդների վկայակոչումները (օրինակ՝ Տիագո պանի գնահատականը՝ POLYWELL-ի սարքավորումների օգտագործման հեշտության մասին) հաստատում են հուսալիությունը, իսկ 6-քայլանոց համագործակցության գործընթացը (նկարագրության վերբեռնում → առաջարկ → հատորայնացում → առաքում) ապահովում է արտադրողների համար հատուկ մշակված լուծումներ:
Ստանալ պատվեր

 EN
EN