EN
EN








































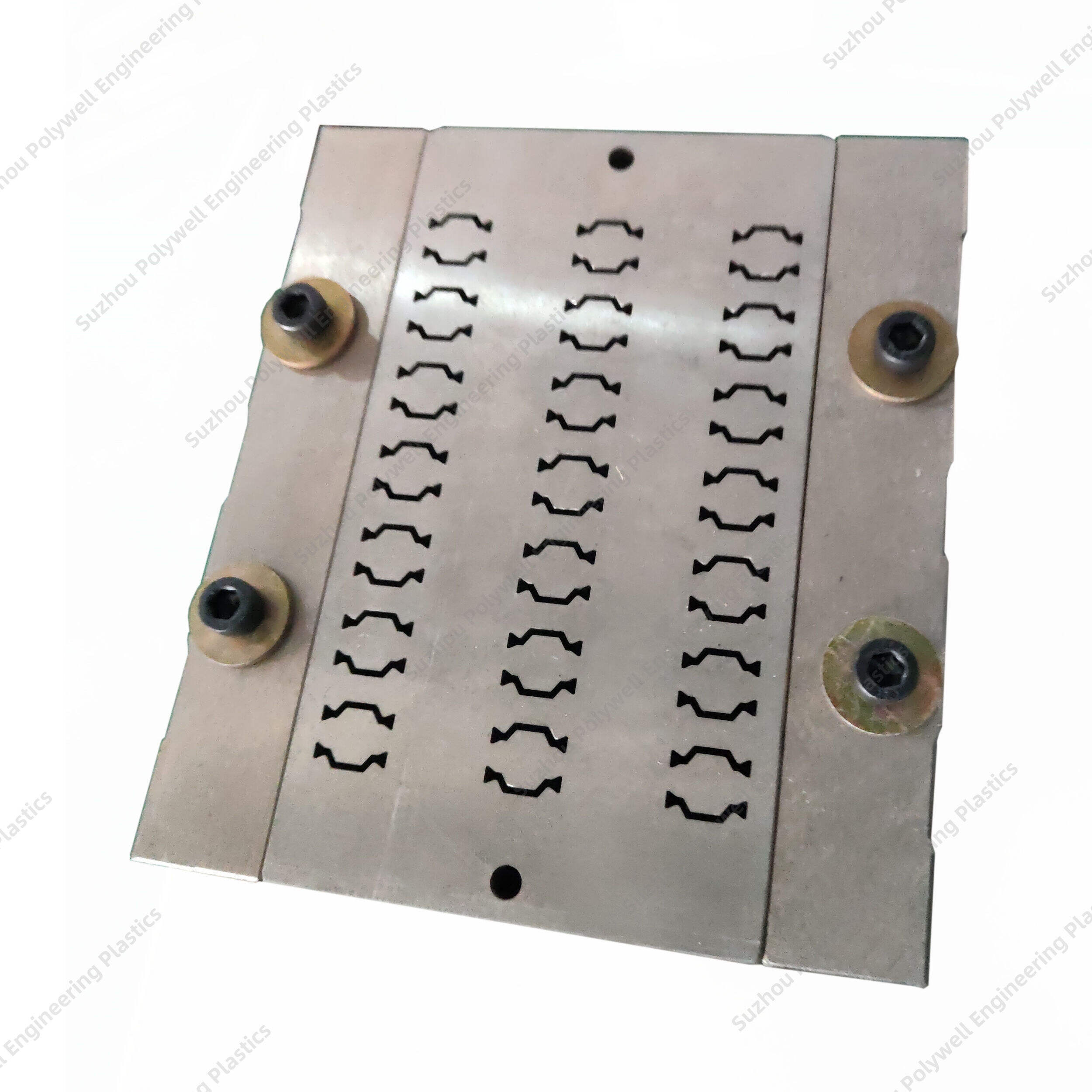


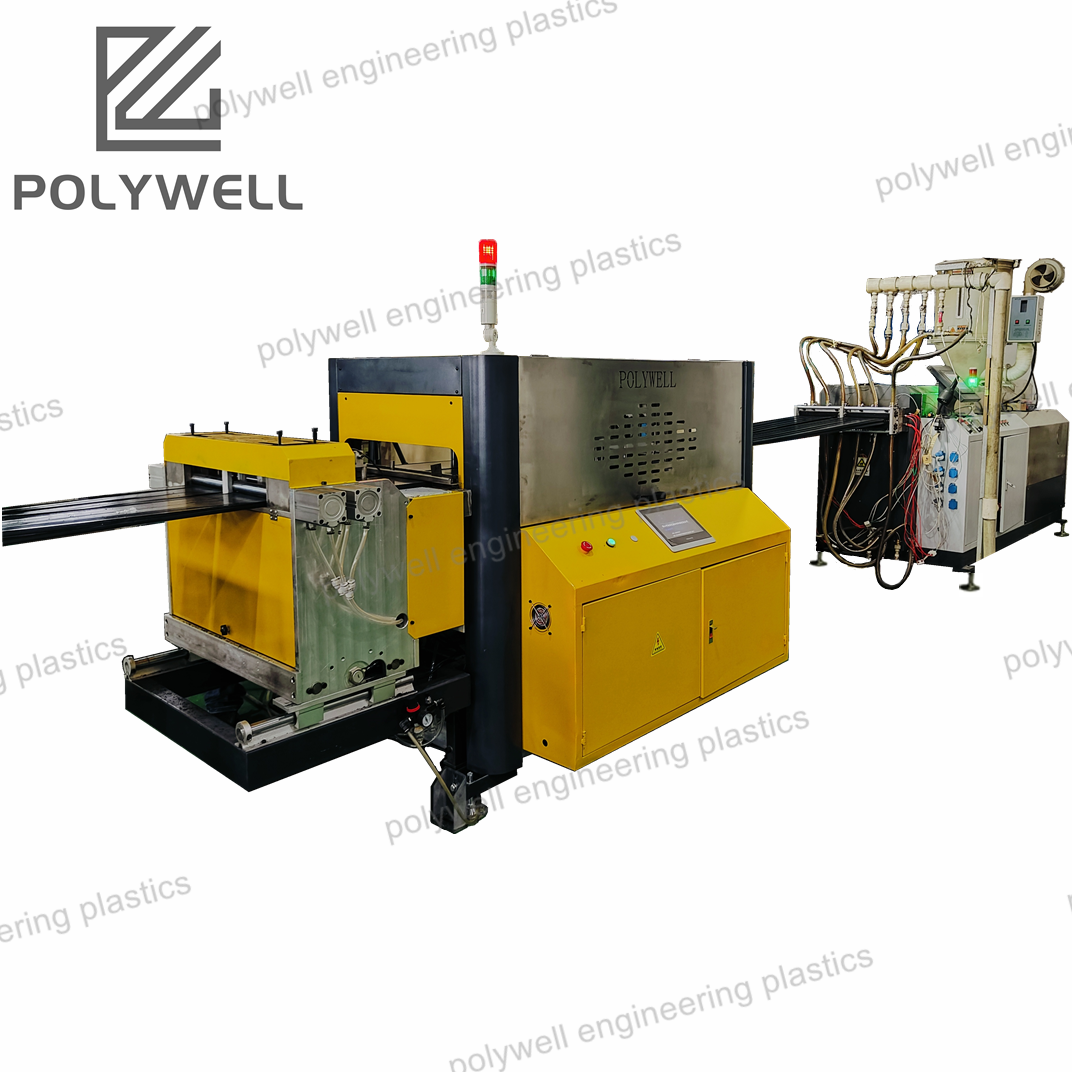
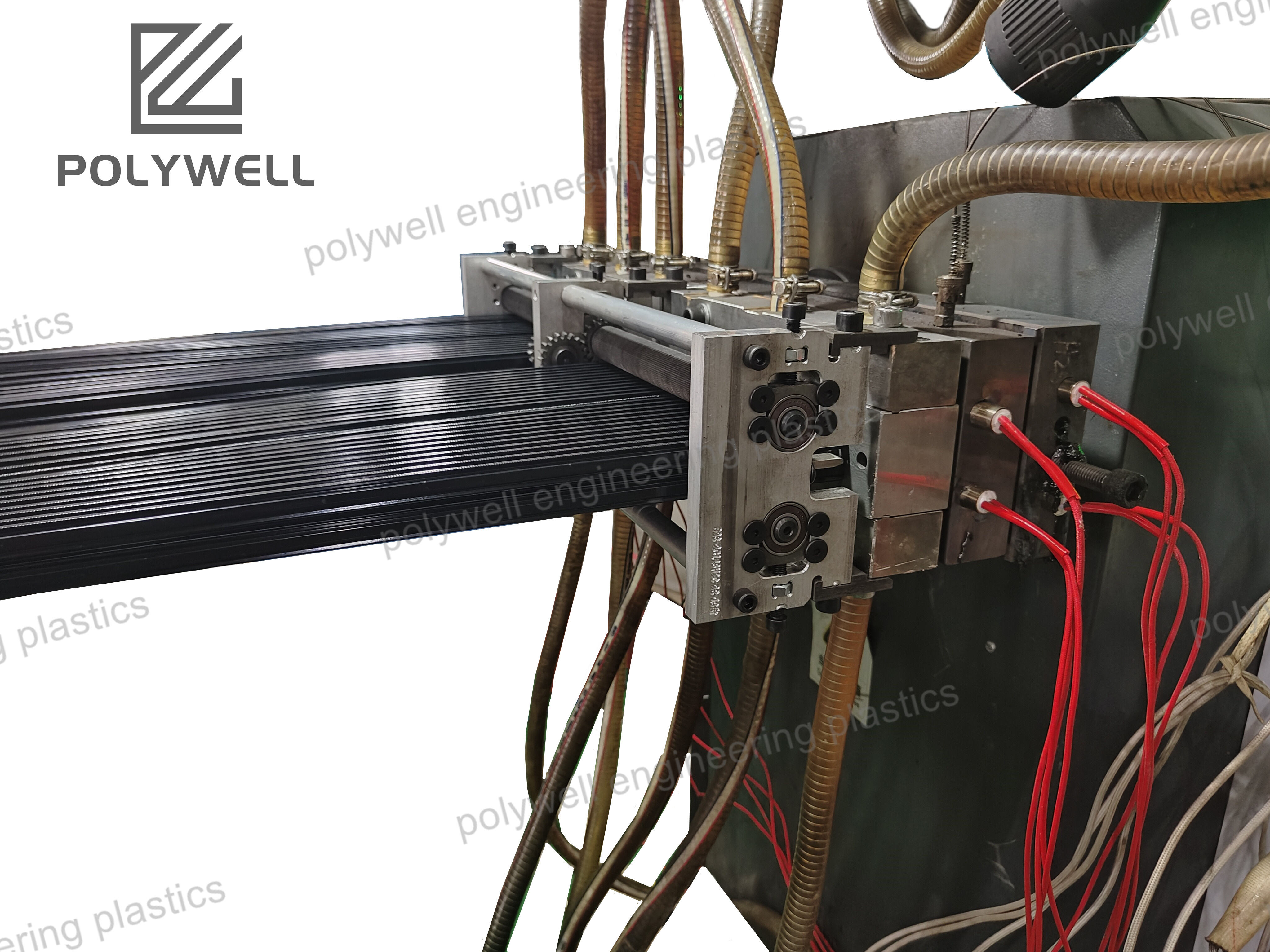
Polyamidipillerien soveltaminen eri teollisuudenaloilla
POLYWELL tarjoaa korkealaatuisia polyamidipillereitä, jotka käytetään autoteollisuudessa, elektroniikassa, tekstiiliteollisuudessa ja rakennuksissa, varmistamalla vahvuuden ja kestävyyden.
Näytä lisää