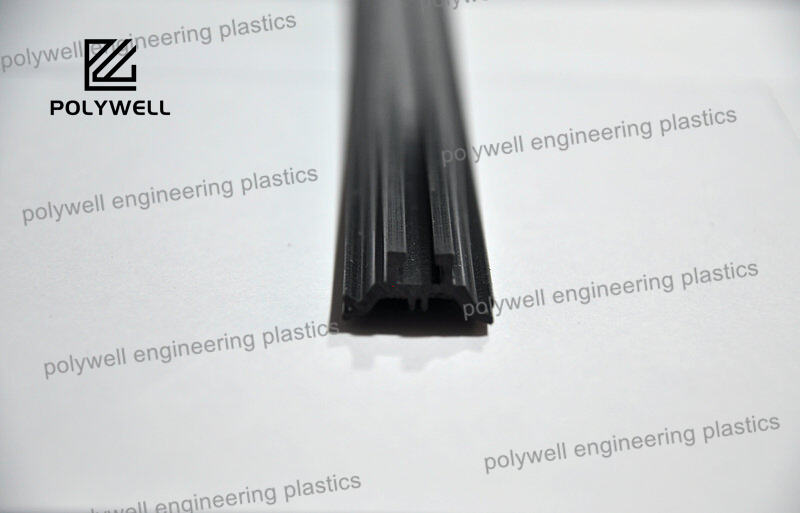
POLYWELL Təchizatı Xətti Reyləri: Poliamid Istiliq Kəsilmə Zolağı İstehsal Xəttinin Sabitliyi Üçün
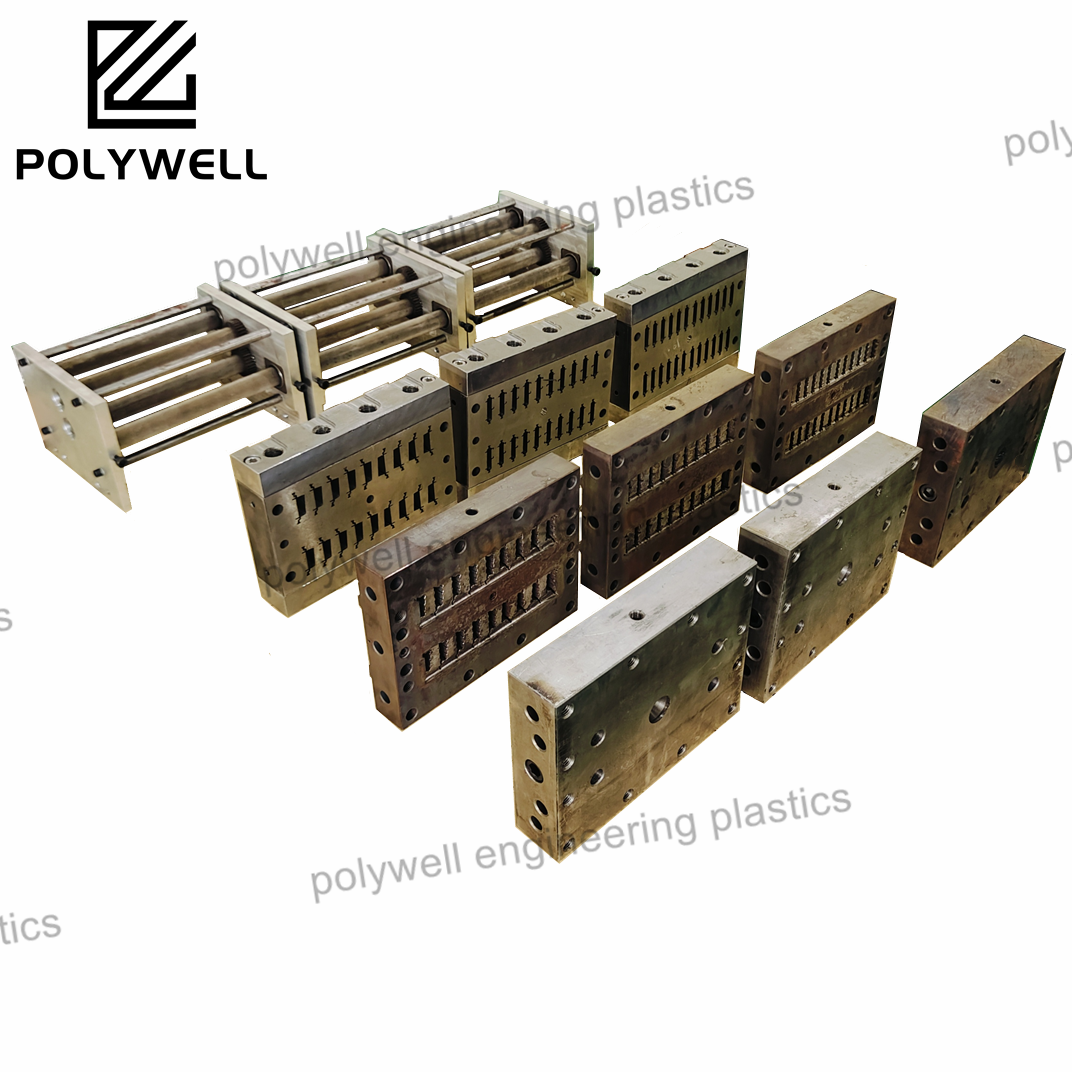
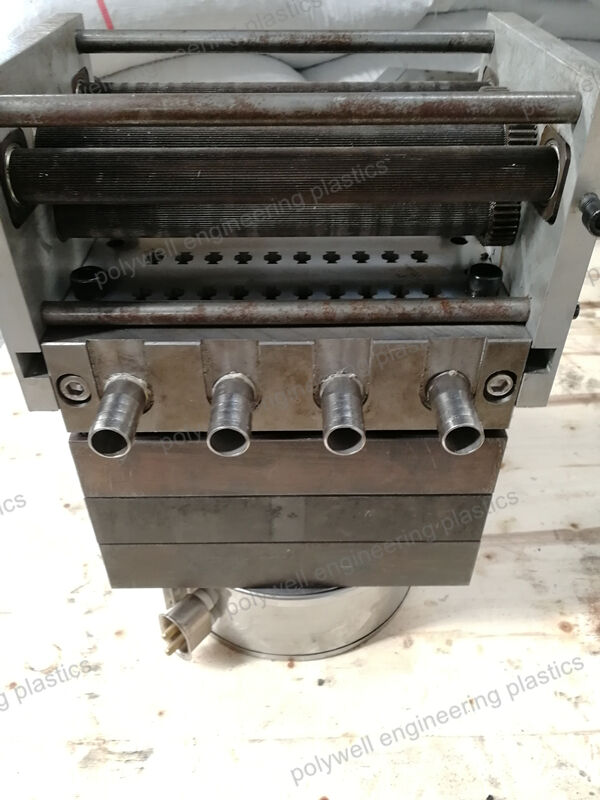
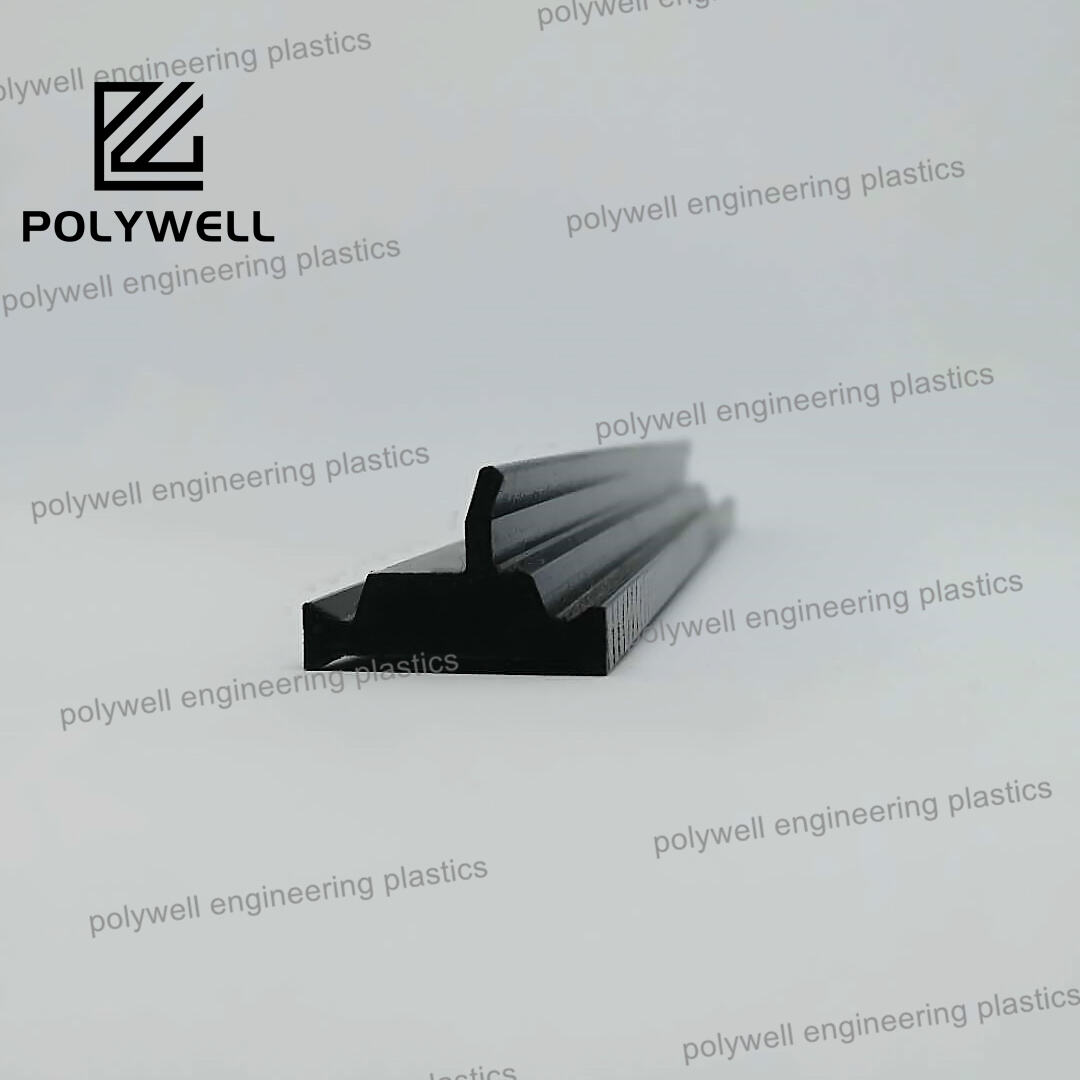
Bu səhifə poliamid istilik kəsilmə zolaqları həlləri sahəsində 15 ildən çox təcrübəyə malik olan və "Poliamid zolaqlar istehsal xəttinin digər avadanlıqları"nın bir hissəsi olaraq yağlayıcı xətti raylar təklif edən POLYWELL şirkəninə aiddir. Yağlayıcı xətti raylar poliamid zolaqların istehsalı zamanı komponentlərin (məsələn, ekstruder hissələri, kəsici alətlər) hamar, az sürtünməli hərəkətini təmin edir, aşınmanı azaldır və avadanlıqların işləmə müddətini uzadır. POLYWELL yağlayıcı rayların texniki dəstəyini və yağlama cədvəlini təmin edir, həmçinin mövcud xəttlərə bu rayların inteqrasiyası üçün İstehsala Uyğun Layihələndirmə (DFM) xidmətləri göstərir. Sahədə xidmət quraşdırma və ya işlətmə problemlərini həll edir, eyni zamanda ömür boyu təlimlər müştərilərin ray performansını saxlamasına kömək edir. Müştəri rəyləri (məsələn, POLYWELL-in avadanlıqlarının istifadə rahatlığına görə Mr. Tiagonun tərifləri) etibarlılığı təsdiqləyir və 6 addımlı əməkdaşlıq prosesi (çertyojun yüklənməsi → təklif → fərdiləşdirmə → çatdırılma) istehsalçılar üçün fərdi həllər təmin edir.
SİTAT AL

 EN
EN