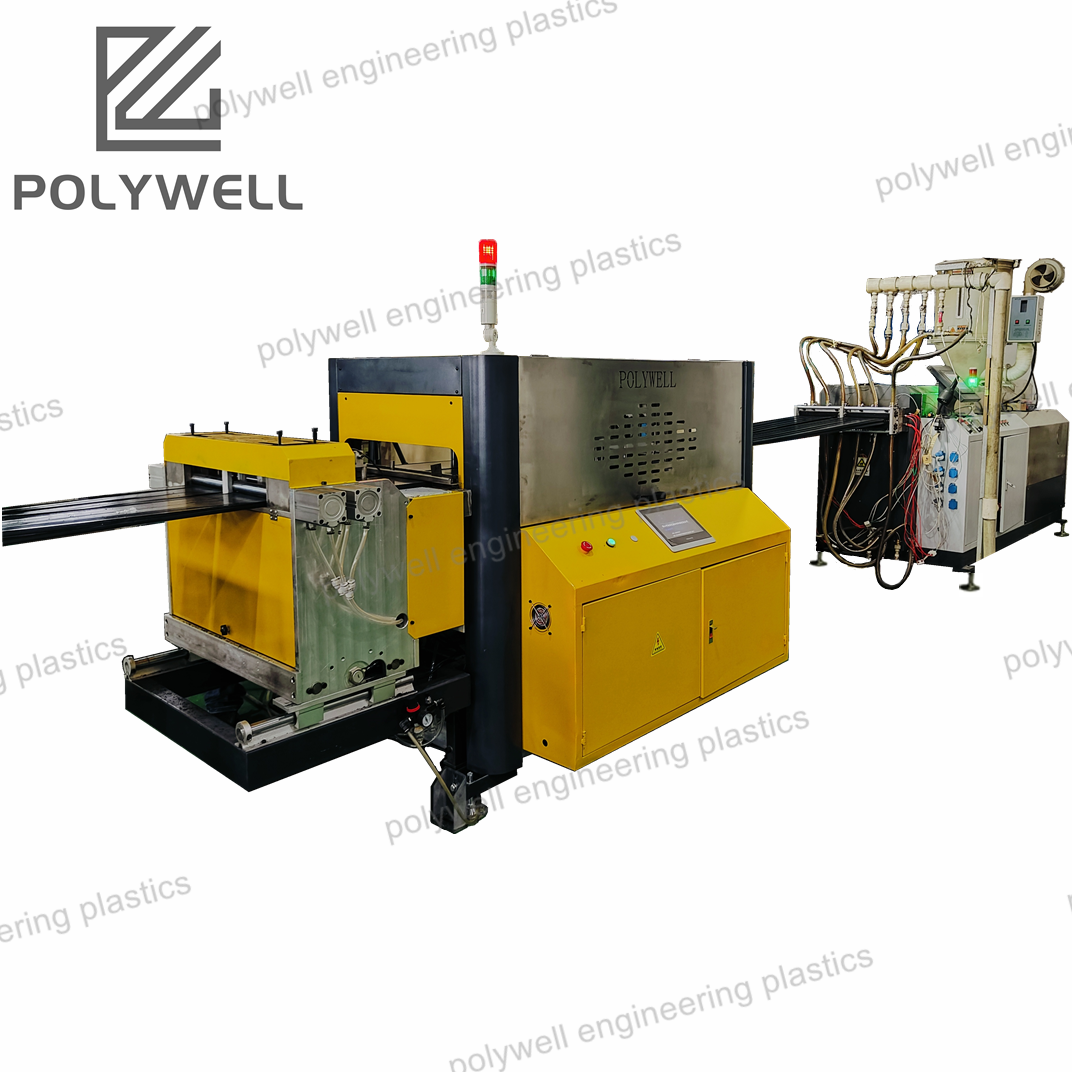
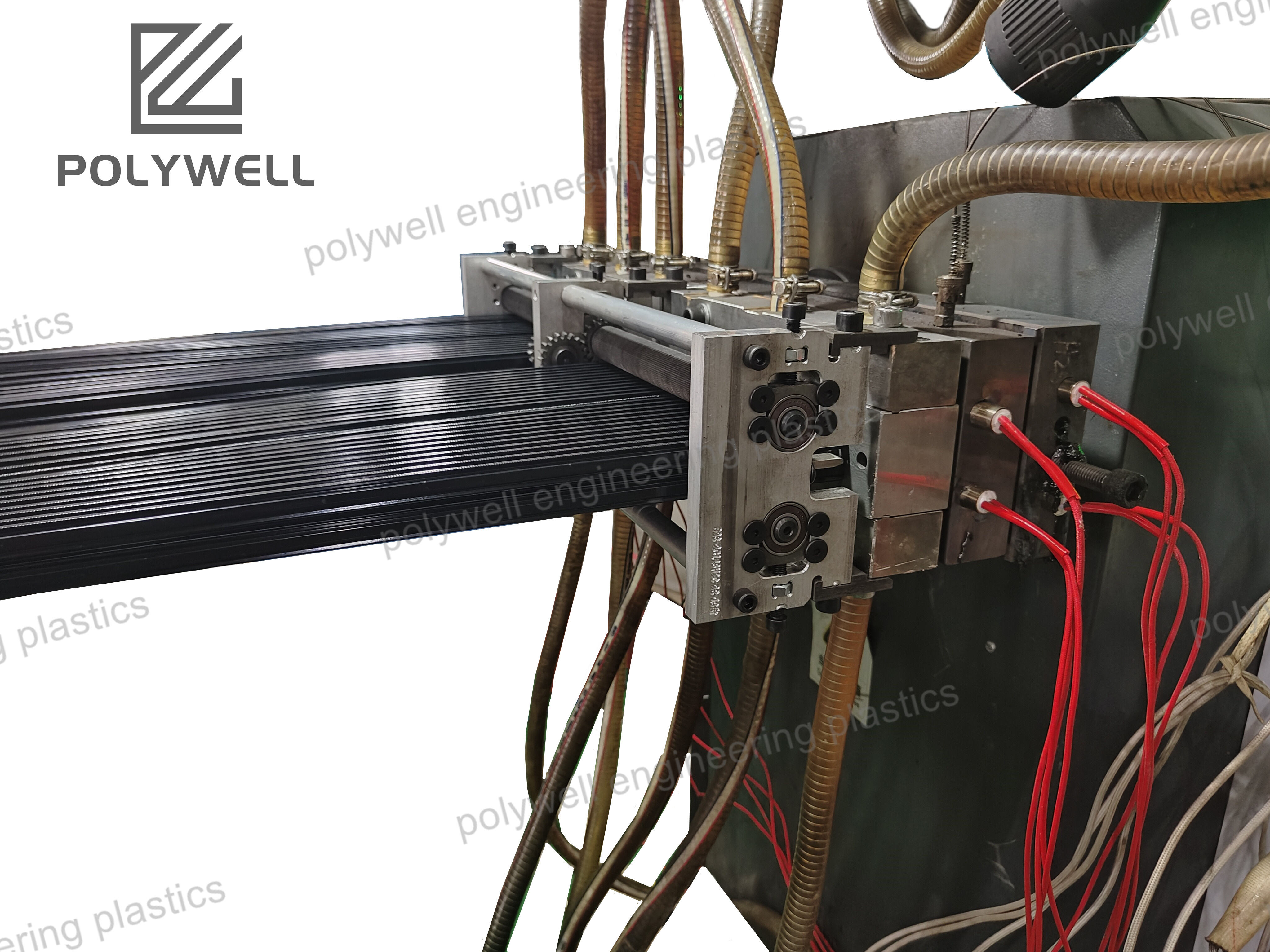
POLYWELL ekstruder vinti va korpusi: Poliamid issiqlik izolyatsiyasi lenta ekstruziyasining asosiy komponentlari
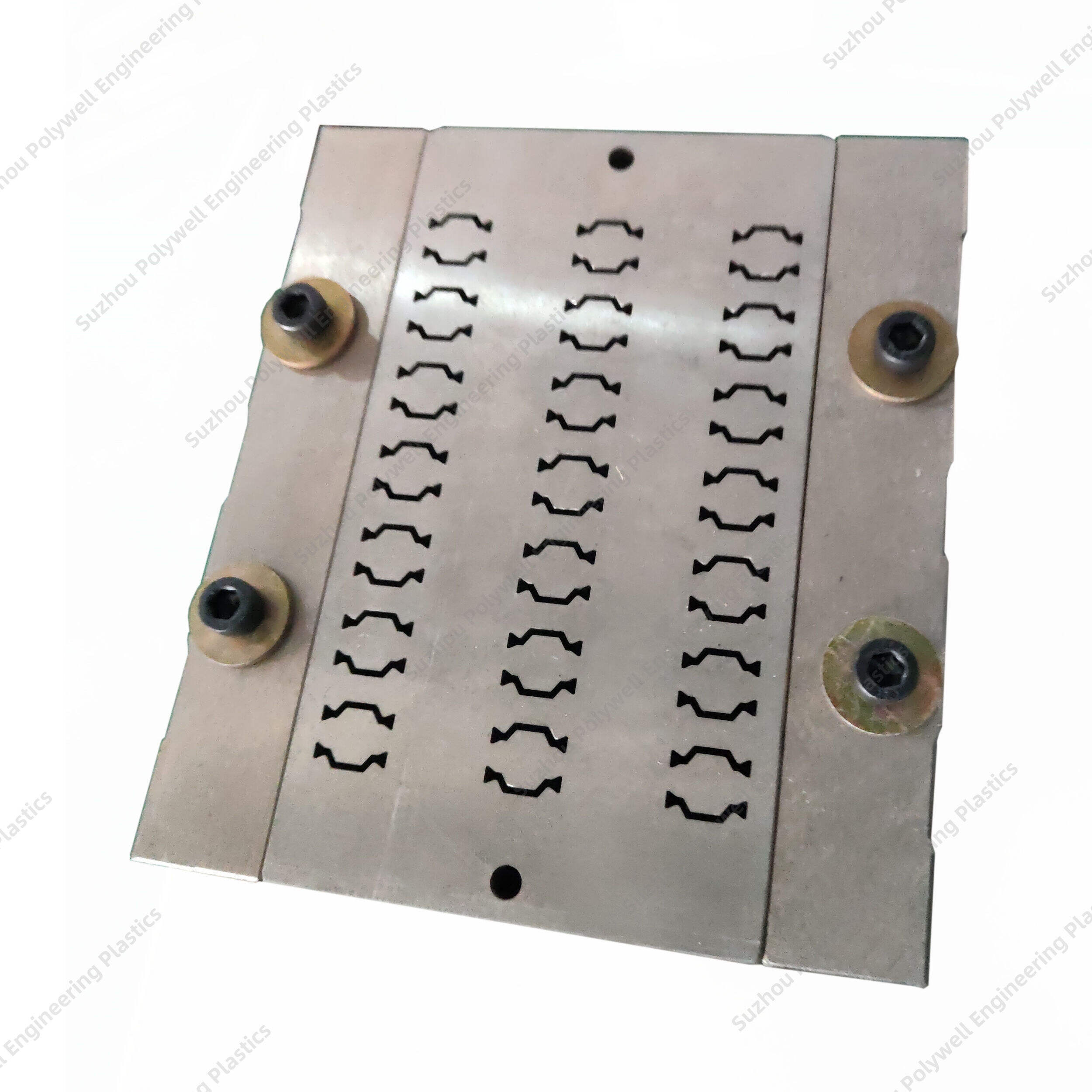
Ushbu sahifa POLYWELL poliamid issiqlik izolyatsiyasi lenta ekstruderlarining muhim komponenti bo'lgan ekstruder vinti va korpusiga qaratilgan bo'lib, u 15 yildan ortiq tajribaga ega. Vint va korpus poliamid xususiyatlariga moslashtirilgan — poliamid kislotaliligini ushlab turadigan korrozion chidamli materiallardan tayyorlangan, bir tekis suyuqlash uchun optimallashtirilgan o'ram chuqurligi mavjud (masalan, Özge Xonim temperaturani sozlash orqali foyda ko'rganidek). POLYWELL vint/korpusni ta'mirlash va almashtirish bo'yicha texnik yordam, ekstruder modellariga moslashtirish uchun DFM xizmati hamda o'rnatish bo'yicha joyida xizmat ko'rsatishni taqdim etadi. Mijozlarning fikrlari (Tiago Janobining ekstruderdan foydalanish qulayligi haqidagi maqtov so'zlari) sifatli ekanligini tasdiqlaydi va 6 bosqichli hamkorlik jarayoni ishlab chiqaruvchilarga moslashtirilgan ekstruder vinti va korpus yechimlarini olishini kafolatlaydi.
TAKLIFNI OLING

 EN
EN