EN
EN












































PA Ekstruzijska toplota s po meri prilagojenimi oblikami poliamidna ocelesna ogrida
Ekstruzijski nilonski verižni vodnik PA66 Vodilna steza Poliamidni vodilni tir Obrabljeni orodni del
- Pregled
- Priporočeni izdelki
Storitve posle prodaje: Na voljo inženirji za storitve v tujini
Garancija: 1 leto
Vrsta produkta : poliamidne trake
Avtomatizacija : Avtomatsko
prevozna embalaža : Penoobloge ali drveni kontejnerji
Specificacija : 60mm/80mm/100mm/120mm/140mm/160mm/200mm
Znamka: Polywell
Izvor: Zhangjiagang, Kitajska
Material : Nerdzavača ocel
Uporaba : Proizvodna vrsta za termično prelomne profile
Primeren oblik trak: I tip, C tip in nekateri drugi preprosti tip
Prilagojenost: Prilagojeno
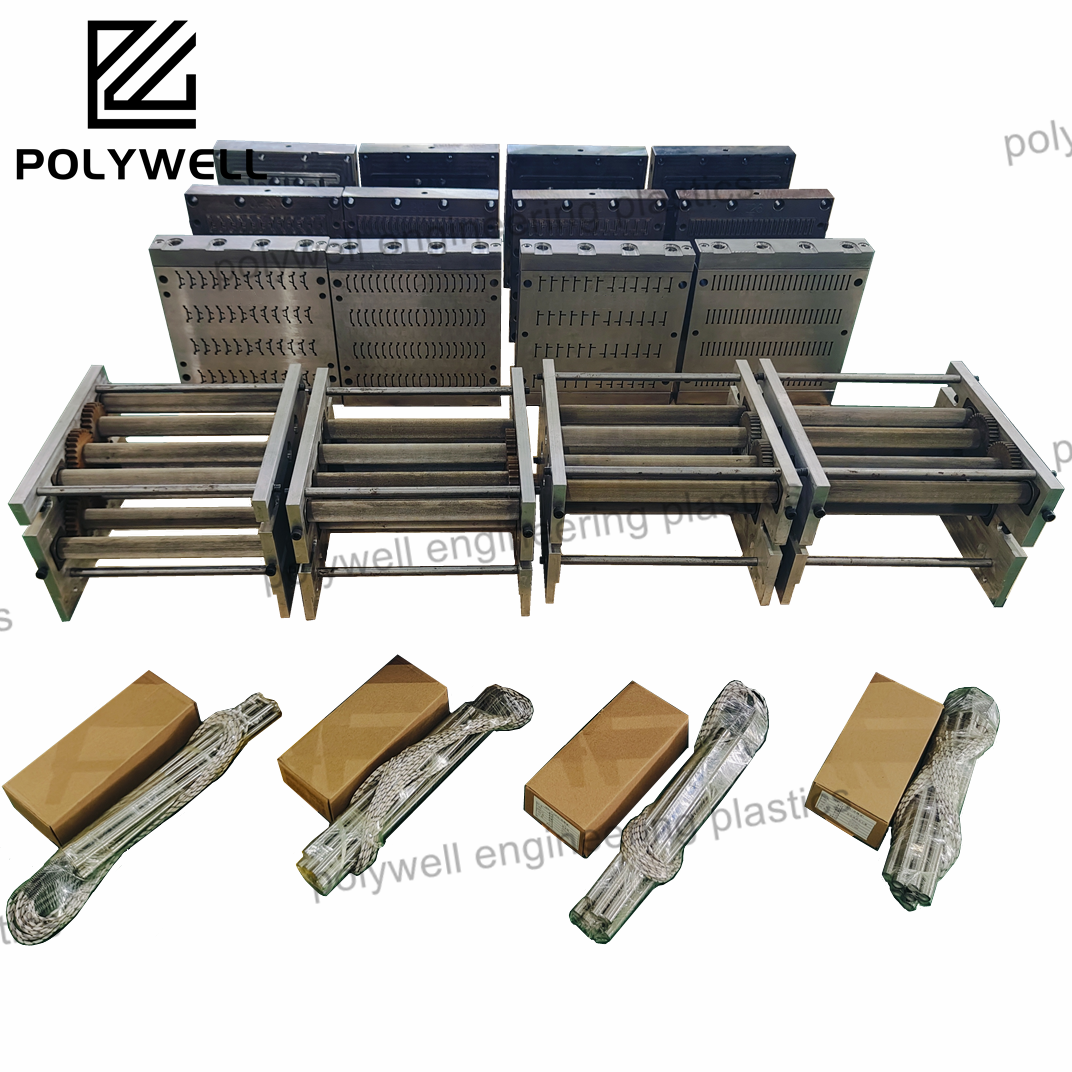
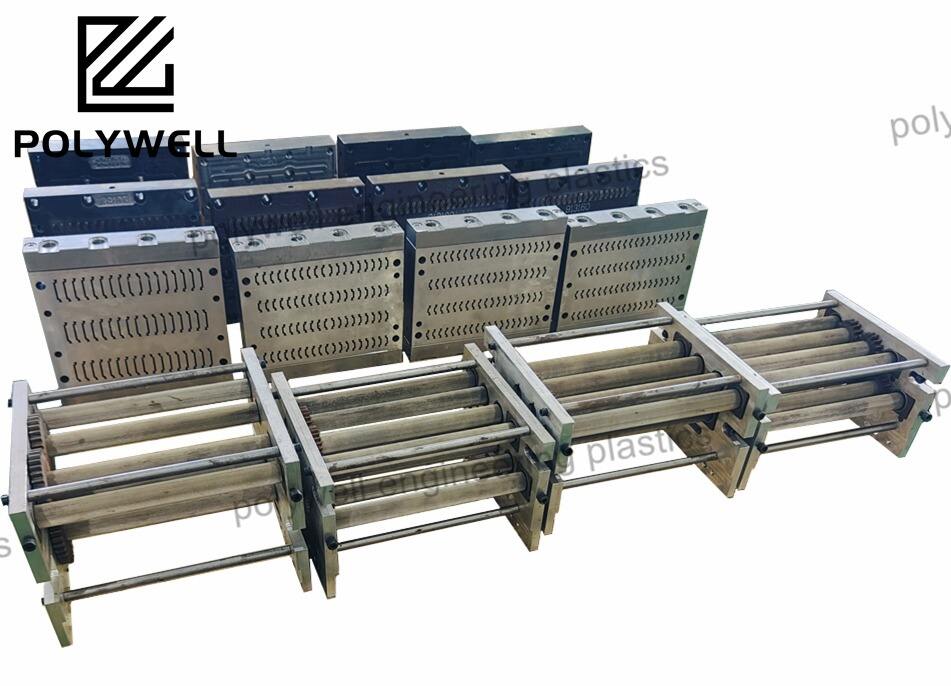
Mehanizmi za iztržno lepljenje so vedno nameščeni na enoskrinjnih strojih za iztržno lepljenje plastike. Uporabljajo se za proizvodnjo in oblikovanje PA trak za termično prelomitev.
Kaj je formica v plastiki?
Formica je prazen kovinski blok, v katerega se vprašča toplo plastika, da se oblikuje v določeno fiksno obliko.
Kaj so plastne formice za ekstruzijsko vrsto profilov PA?
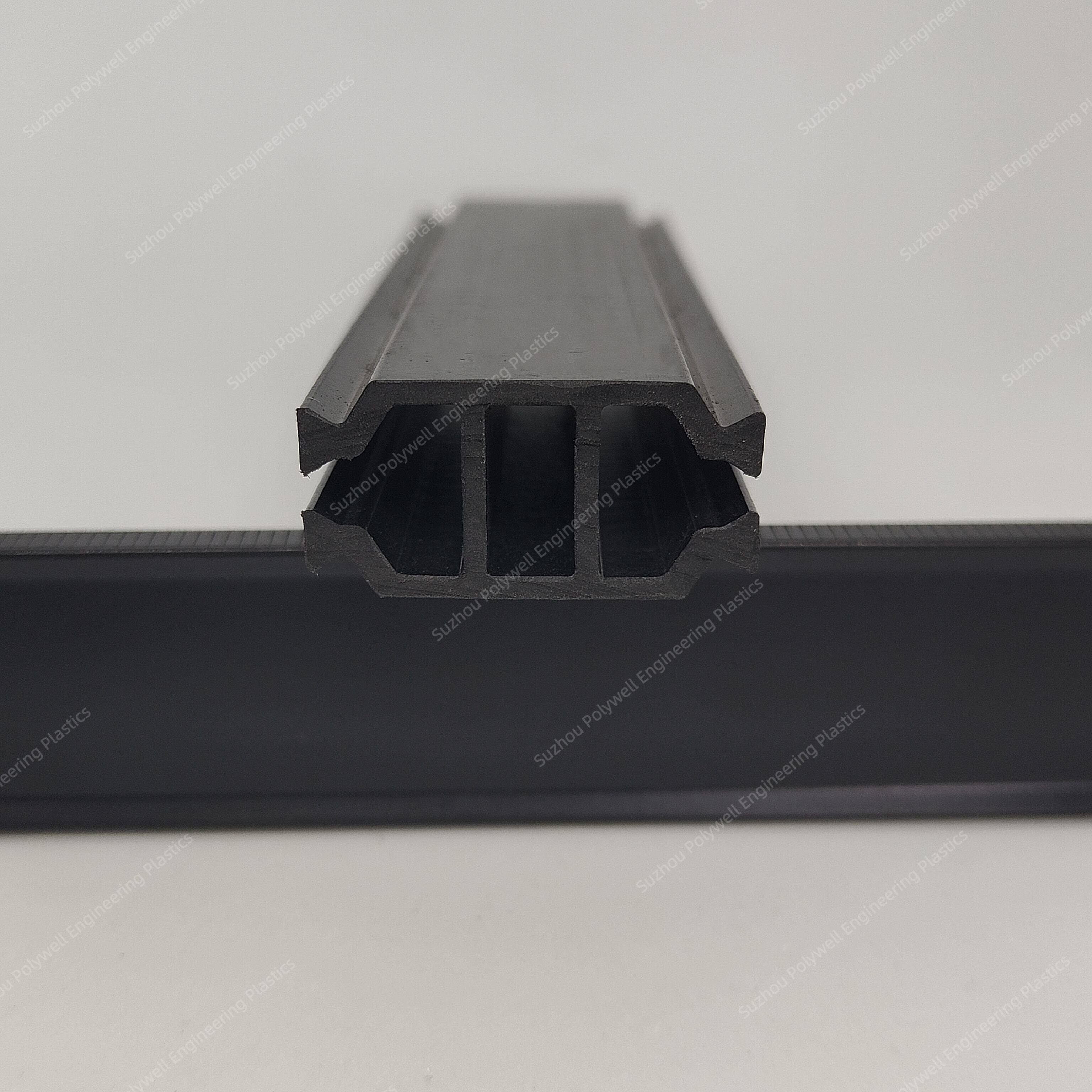
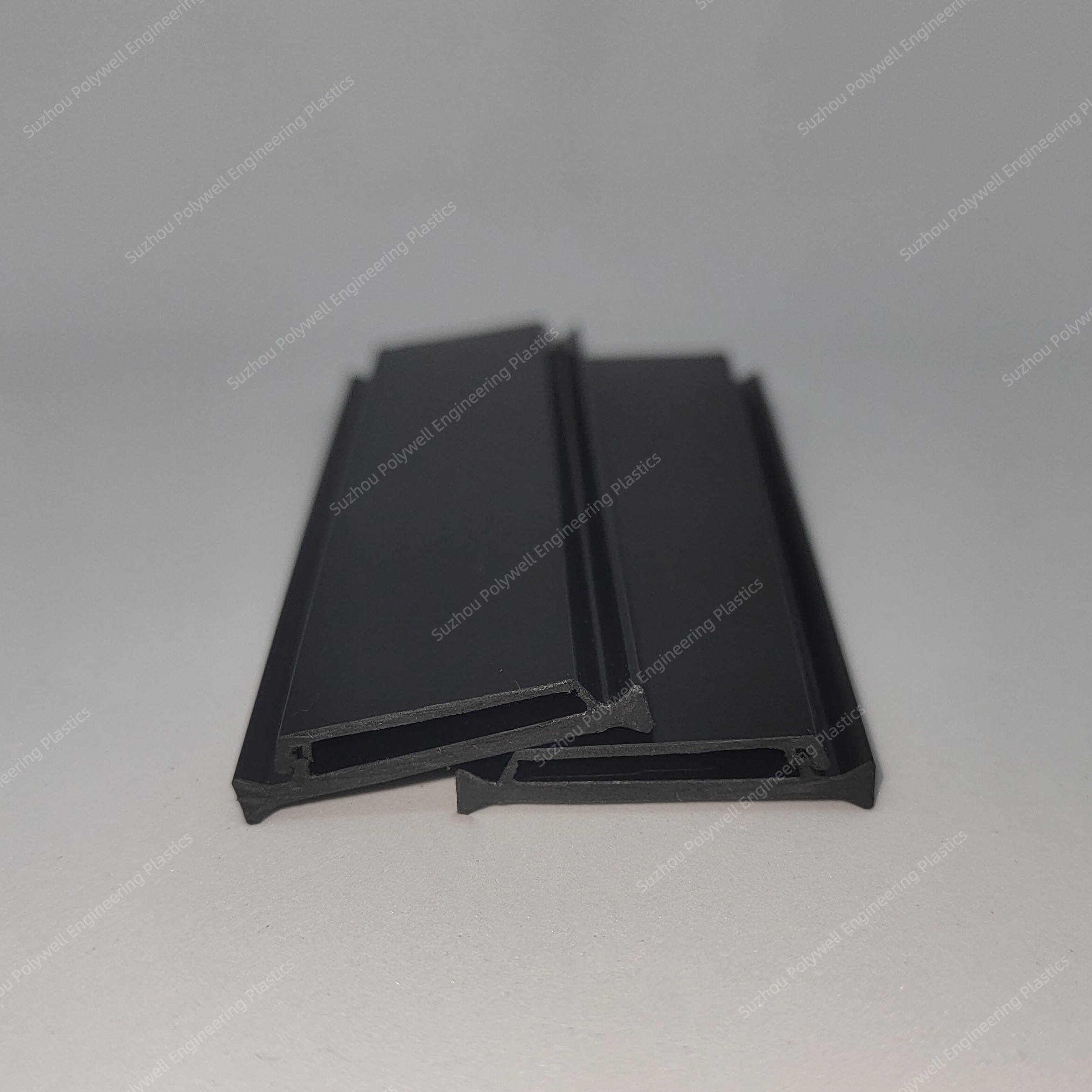
Profil PA pomeni pasove termičnega preloma iz poliamida. To je ena najpogostejših snovi, ki jo uporabljajo že leta za ustvarjanje termičnih prelomov v zavesi, poslovnihi oknih, vratah in več. Gre za pojačano poliamidno trakovanico, ki nastopa kot nepovplinjen, sestavljen, strukturni material, in se namesti med notranjimi in zunanji profiloma okenskih sistemov, ki oblikujejo izolacijsko bariero med njima.
Oblika, velikost in izhod poliamidnih trak je določen s plastnimi formicami. Zato je plastna formica zelo pomemben in neizostopen del ekstruzijske vrste za poliamidne trake.
Postopek obdelave termičnih trak poliamida
Čopi PA66GF25 so sušeni in vstopajo v steklo strojnega valja skozi nakupnico. Čopi so v vrtečem stiku s strojnim škrabcem in se gibljejo proti odbitki s vrtenjem škrabca.
Ker je razmik med škrabnico strojnega vitka in čevlja majhen, se granule v tem razmiku segrejejo med napredovanjem. Spremenijo se v plastificiran položaj nilonovega toplotečnega stanja zaradi visoke temperature električnega segrevnega prstena. Toplotečno stanje nilona se po vstopu v matricu odvija in oblikuje, nazadnje pa se izgnije v izolacijske trake.

Kaj je mold v proizvodnji?
Oblika, tudi pisano mould, orodje ali odliv. V proizvodnji je to pustoš ali matrika, v katero se lepka ali plastčasta snov oblikuje v želeni končni izdelek. Toplo tekoča snov, kot je material PA 6.6, se lije ali prisili v odliv in jo pustimo, da zaseje.
Iztržno lepljenje je najpogostejša metoda za izdelavo plastmasnih izdelkov. Iztržno lepljenje je postopek, v katerem se toplo plastiko, običajno termoplast, lije v kovinsko odbitnico, sestavljeno iz jekla ali aluminija. Ko se toplo material vleče v odbitnico, mora biti pustjen da se ohladi, dokler ne zatrdi, preden lahko končni izdelek izvlečemo. Odbitne materiale, vključno z ABS, acetal, nilon 66, nizko gostoto polietilen (LDPE), visoko gostoto polietilen (HDPE), polikarbonat, polipropilen, polistiren in termoplastične elastomerje uporabljamo. Iztržno lepljenje se uporablja v različnih industrijah, vključno z gradbeništvo, hrana in piča, medicinsko in farmacevtsko.
Naša podjetja glavno proizvaja formice za izdelke nilon 66.
Za kaj se uporablja ekstruzijsko lepanje?
Ekstruzija je proizvodni postopek, ki se uporablja za izdelavo cevk, slivnjakov, pijalcev, zavesnih potov, črta in termičnih prelomnih profilov. Kroglice se topijo v tekočino, ki jo prisilijo skozi umirjevalnik, s katerim nastane dolga 'cevljasta' oblika. Oblika umirjevalnika določa obliko 'cevljastih' izdelkov.

Prednosti:
1. Naši inženirji sledijo proizvodnji form za vsako tedeno, da se prepričajo, da so vse v terminu.
2. Neprestano optimiziramo načrtovanje plovcev, da bi matrico učinkovito uporabljali in omogočili ekstruzijo materiala.
3. Predlagali bomo profesionalne predloge za popravke glede na risbe strank in bomo prilagodili risbe po zahtevah strank.
4. Če je vse v redu, bomo izvedli končno pregledovanje formul in izdelkov pred odlivo.
5. Ko stranka prejme formo, če je pri uporabi katere koli težave, lahko pride na dom in ponudi strokovno usmerjanje.
Ime in priimek |
PA h eat insulation profiles mould |
Plastični material |
PA66-gf25 |
Jeklo za jamo in jedro |
DIN 1.2379 |
Število jam |
Prilagojeno |
Trdnost jam in jedra |
48-52HRC / 55-60HRC |
Opravki za odbitnice |
HASCO Standard |
Hladilni sistem |
Hladitev z vodo |
Zagon |
Hladno |
Čas dostave |
Približno 28-35 delovnih dni |
Pakiranje |
Krovna deska |
Plaćilo |
T/T, Western Union, Money Gram |
Naša storitev načrtovanja in razvoja form:
Natančnost orodja je ključ k kvaliteti dela. Izdelava orodij je umetnost. Zato izdelavamo in testiramo naše orodja po najstrožjih standardih kakovosti. Če vam je potrebno orodje za prototipiranje ali visokoproizvodno večpolostno proizvodnjo, to bomo izvedli hitro in natančno.

Pakiranje & Dostava
Posamezne odlive običajno postavimo v drveno krato, da smo prepričani, da so odlivi varni med celotnim transportnim procesom.
Teža vsakega odliva je okoli 60-200kg. Odvisno od velikosti odliva.
Za proizvodnjo odliva nam običajno traja 28-35 delovnih dni. Po tem bomo izvedli preizkus odliva, da si prepričani, da sta odliv in poliamidni trak, ki ga ta odliv proizvaja, kvalificirana.