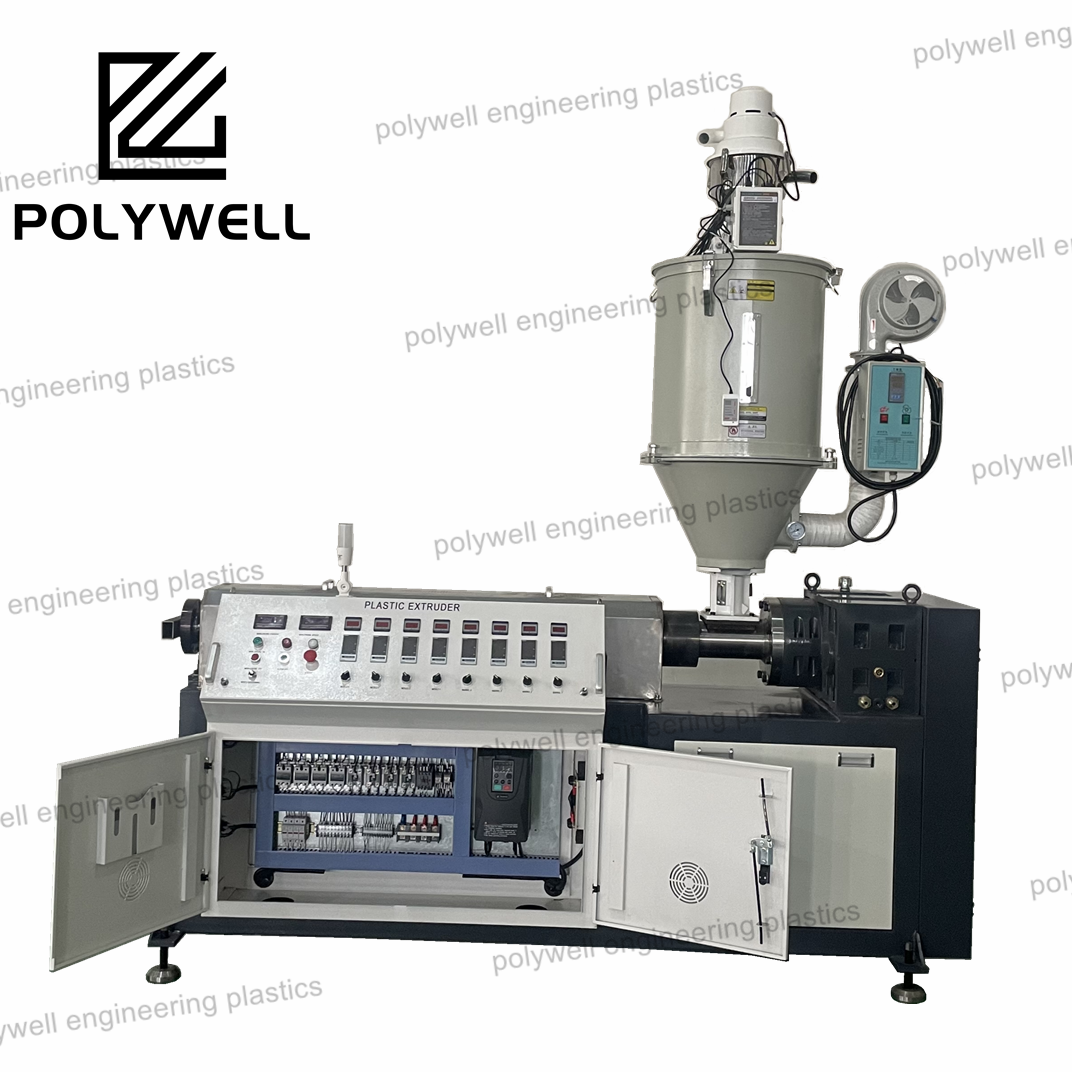
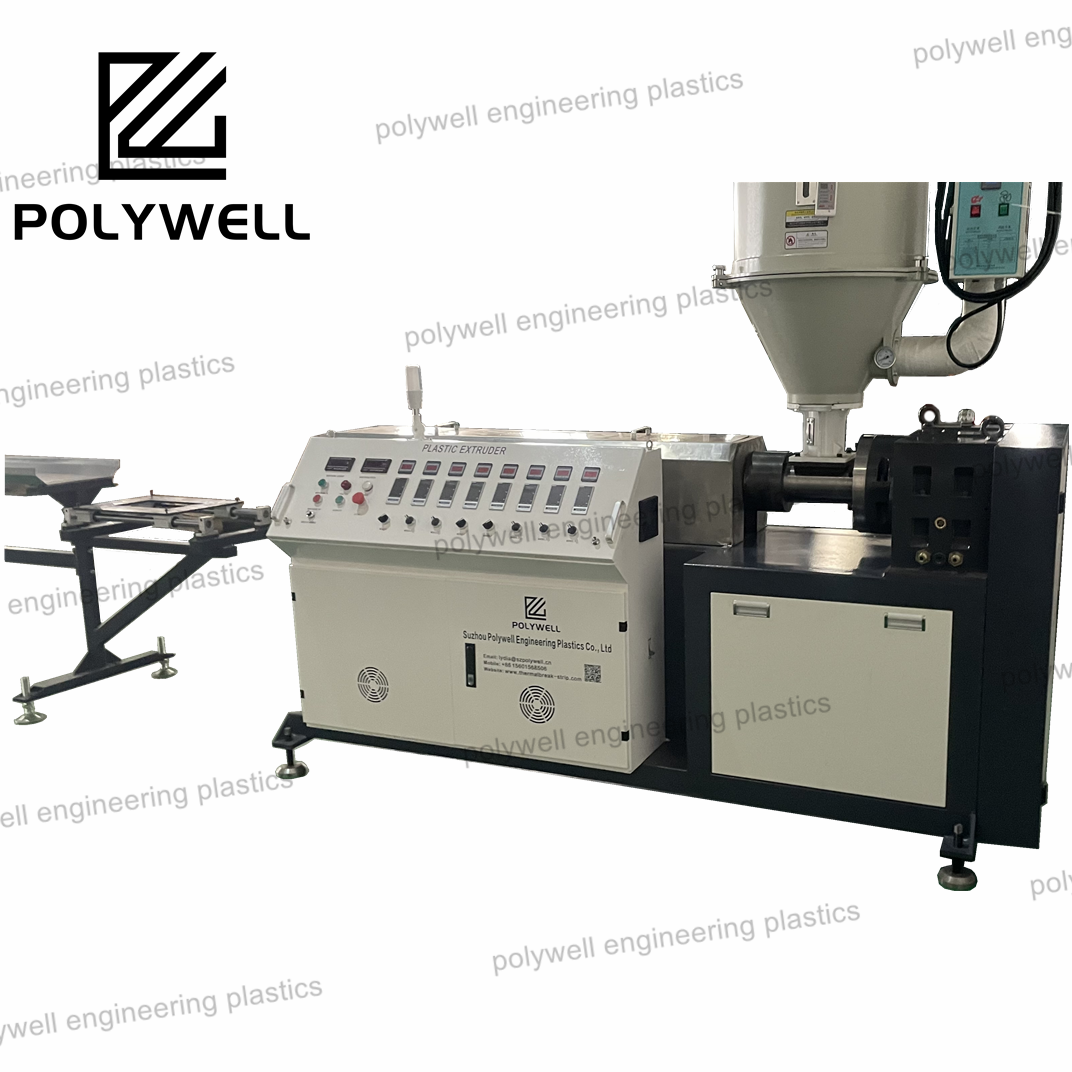
Jednoklbový skrutkový vreten: Základná súčiastka pre extrudérne a výrobné zariadenia
Táto stránka sa zameriava na jednoklbový skrutkový vreten, ktorý je kľúčovou súčasťou široko využívanou v extrudéroch, lisoch pre vstrekovanie a zariadeniach na spracovanie materiálov. Podrobne opisuje štruktúru jednoklbového skrutkového vretena – vrátane prívodnej časti, kompresnej časti a dávkovacej časti – a spôsob, akým každá časť pracuje pri tavení, miešaní a dopravovaní materiálov (plasty, kompozity atď.). Obsah zahŕňa dôležité faktory návrhu: priemer skrutky, stúpanie a hĺbku chodu, ktoré priamo ovplyvňujú prietok materiálu a efektivitu spracovania. Rovnako obsahuje popis aplikačných scenárov (napr. jednoklbové skrutky v extrudéroch plastových rúr, strojoch na spracovanie potravín) a tipy na údržbu (pravidelné čistenie za účelom prevencie nánosov materiálu, kontrola opotrebenia). Tento zdroj pomáha inžinierom, údržbárom a nákupcom pochopiť, ako jednoklbové skrutky optimalizujú výrobné procesy a vybrať si vhodný typ pre konkrétne zariadenie.
Získajte cenovú ponuku

 EN
EN