Kritický význam povrchovej úpravy v aplikáciách tepelnej izolácie
Vo svete vysokovýkonných systémov okien je vizuálna a fyzikálna kvalita polyamidovej tepelnej izolačnej pásky rozhodujúca. Okrem svojej hlavnej funkcie, ktorou je zamedzenie prenosu tepla, musí mať páska bezchybný povrch, aby sa dokonale zapadla do hliníkovej profilovej časti. Zlá kvalita povrchovej úpravy môže spôsobiť trenie počas procesu vkladania, čo potenciálne poškodí hliníkový profil alebo samotnú pásku. Po rokoch technickej podpory a odstraňovania porúch priamo na mieste identifikovala spoločnosť Polywell, že kvalita povrchu je priamym odrazom tepelnej a tlakovej stability v rámci procesu extrúzie. Dosiahnutie hladkého, lesklého a rozmerovo presného povrchu vyžaduje hlboké pochopenie správania sa polymérnej taviacej hmoty pri výstupe z výtlačnej formy.
Regulácia teploty ako základ vynikajúcej kvality
Najvplyvnejším faktorom dosiahnutia vynikajúceho povrchového úpravy je presná kontrola teploty. Polyamid 66 je citlivý na tepelné degradácie a ak nie je teplotný profil pozdĺž extrudéra optimalizovaný, materiál sa nebude rovnomerne prúdiť. Často sa stretávame s tým, že výrobcovia bojujú s efektom „koža žraloka“ alebo matnými škvrnami, čo sú charakteristické príznaky nesprávnej teploty taveniny. Jemnou úpravou vyhrievacích zón – najmä v blízkosti výstupného otvoru (die head) – sa môže zabezpečiť, že polyamid udrží optimálnu viskozitu. Ide nielen o to, mať extrudér vysokej kvality, ale aj o technickú odbornosť potrebnú na kalibráciu tohto extrudéra pre konkrétnu triedu granulátu, ktorá sa používa. Práve tento stupeň kontroly procesu oddeľuje veľkosériovú výrobu nízkej kvality od výroby vysokej kvality.
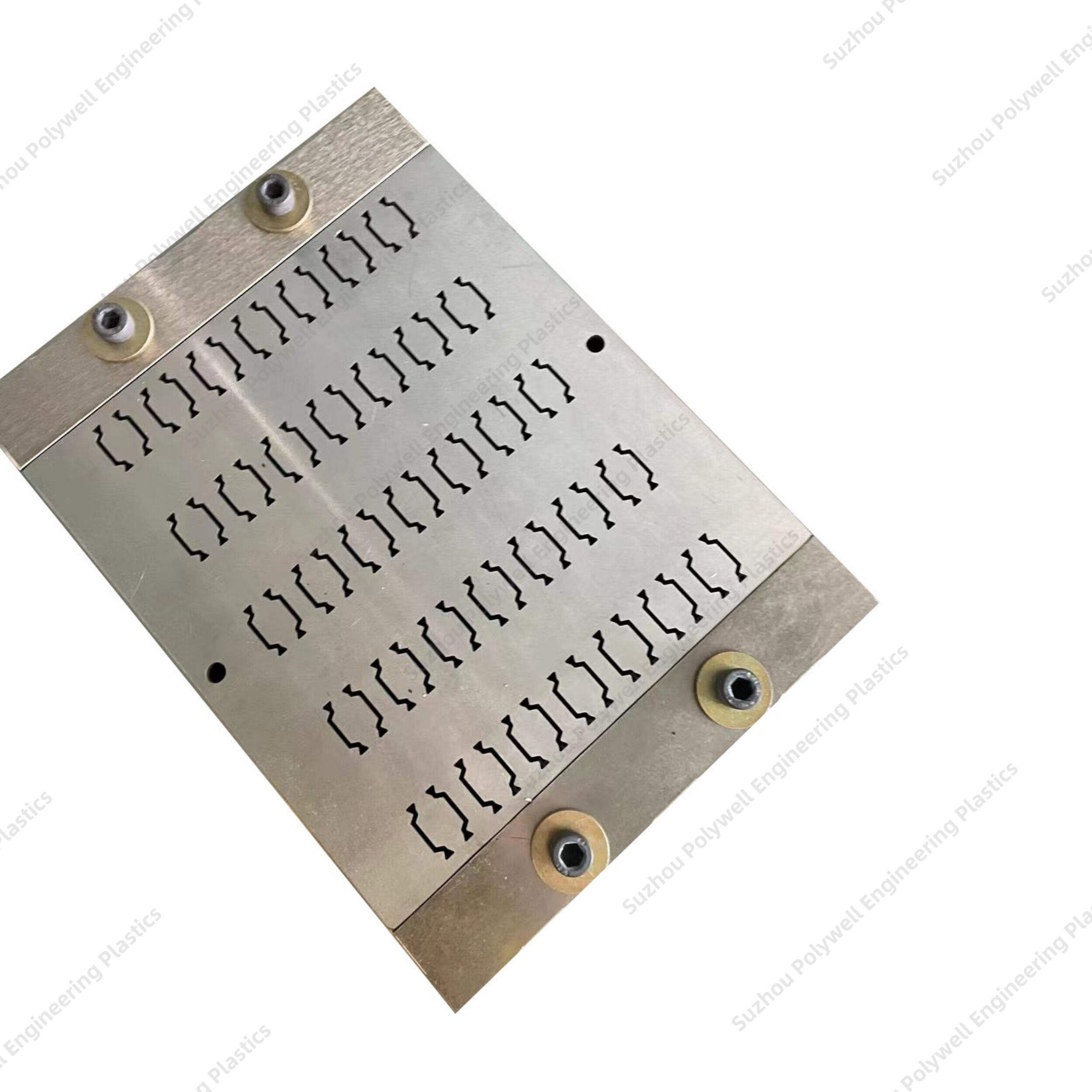
Optimalizácia návrhu a údržby výstupného otvoru (die)
Forma je sochárom tepelne izolovanej lišty. Aj pri dokonalých surovinách a nastavení teploty bude opotrebovaná alebo zle navrhnutá forma viesť k nejednotným povrchovým textúram. Vnútorné kanály prúdenia vo forme musia byť leštené do zrkadlového lesku, aby sa minimalizovalo strihové napätie. Postupne sa môže hromadiť usadenina, čo naruší prúdenie a spôsobí pruhovanie na hotovom výrobku. Odborná údržba a používanie vysokopresných foriem overených metódou DFM sú nevyhnutné. Spoločnosť Polywell odporúča preventívny prístup, pri ktorom sa stav formy monitoruje rovnako prísne ako výstup extrudéra. Keď sú povrchy formy udržiavané v najlepšom stave, výsledné lišty vychádzajú s hladkým a jednotným povrchom, aký vyžadujú architektonické projekty najvyššej kategórie.
Úloha chladenia a rýchlosti ťahania
Keď profil opustí výtlačnú formu, začne sa chladenie. Rýchle a nerovnomerné chladenie môže materiál šokovať, čo spôsobuje povrchové trhliny alebo vykrivenie. Teplota chladiacej vody a prúdenie vzduchu okolo pásu sa musia riadiť tak, aby sa dosiahlo postupné a kontrolované tuhnutie. Okrem toho je kľúčová synchronizácia medzi výstupom extrudéra a rýchlosťou ťažného zariadenia. Ak ťažné zariadenie vyvíja príliš veľké napätie, povrch horúceho polyméru sa môže natiahnuť, čo vedie k nežiaducim zmenám textúry. Dosiahnutie dokonalého rovnovážneho stavu vyžaduje konzistentné a vysokej kvality ťažné vybavenie, ktoré dokáže s pásmom manipulovať s presnosťou. Výrobcovia, ktorí ovládajú synchronizáciu medzi teplotou, prietokovou rýchlosťou a napätím, konzistentne vyrábajú komponenty najvyššej kvality pre svojich klientov.
Dosahovanie obchodného úspechu prostredníctvom kvality
Poskytovanie vysokokvalitných, dokonale dokončených polyamidových profilov je silným trhovým diferenciátorom. Architekti a dodávatelia stále viac hľadajú komponenty, ktoré nielen že dobre plnia tepelné funkcie, ale zároveň spĺňajú prísne estetické a montážne požiadavky. Optimalizáciou procesu extrúzie môžu výrobcovia znížiť odpad materiálu, minimalizovať opätovné spracovanie a vybudovať si povesť spoľahlivosti. Investícia do správnej technológie – a ešte dôležitejšie, do správnej odbornej expertízy – je najúčinnejší spôsob, ako zväčšiť výrobné kapacity pri zachovaní premium kvality. Spoločnosti ako Polywell si uvedomujú, že skutočná hodnota spočíva v poskytovaní komplexného riešenia – od surových granulí cez extrudér až po formu – a tým zabezpečujú, že každý článok výrobnej reťaze prispieva k výnimočnému konečnému výrobku.

 Horúce novinky
Horúce novinky

 EN
EN