EN
EN







































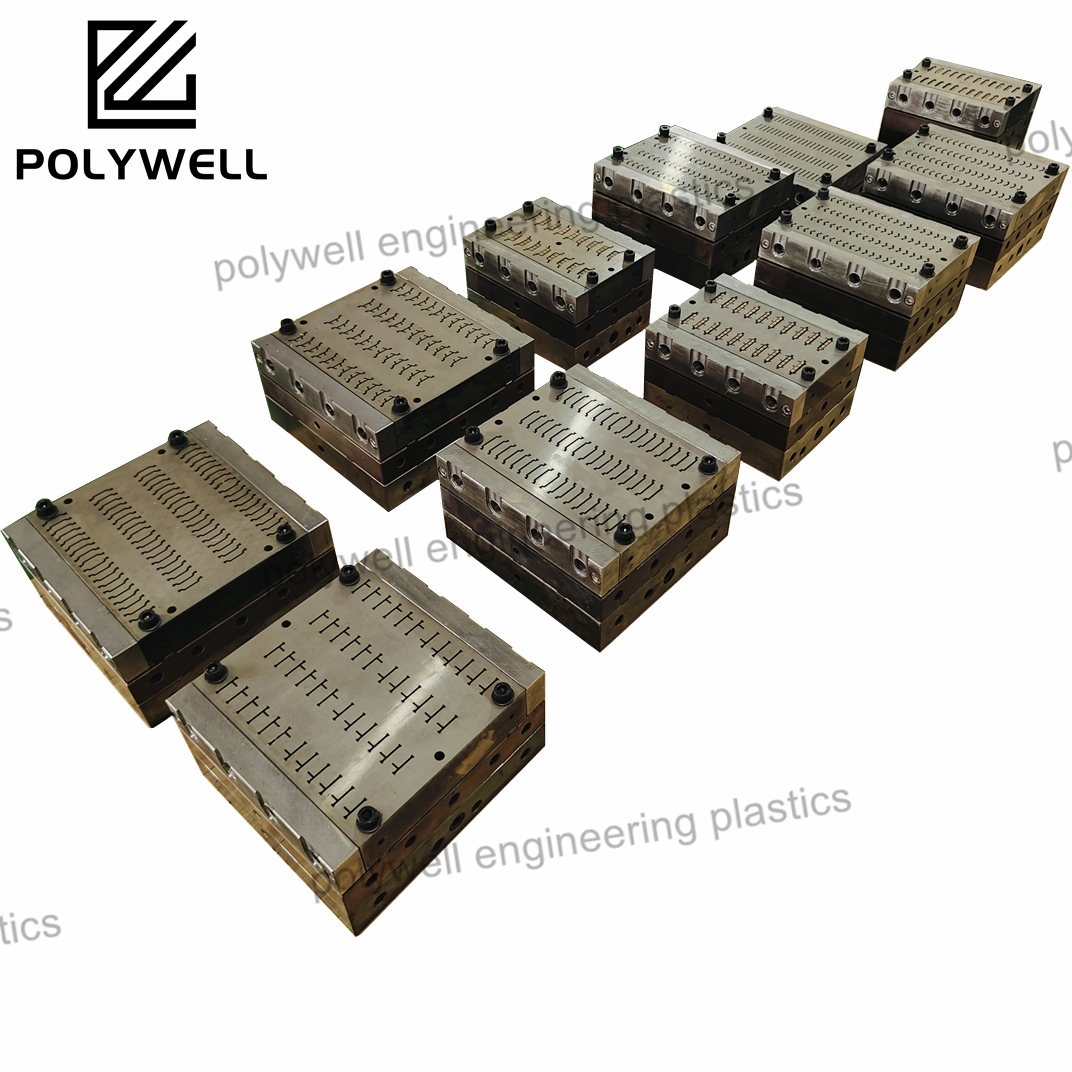
Ferrum Mould pro Productione Lineae Thermalis Break Extrusion Mold Forming Tela Isolatio Soni
Extrusio Nyloni Directivum Catenae PA66, Directivum Piste, Directivum Moldae Poliamidi
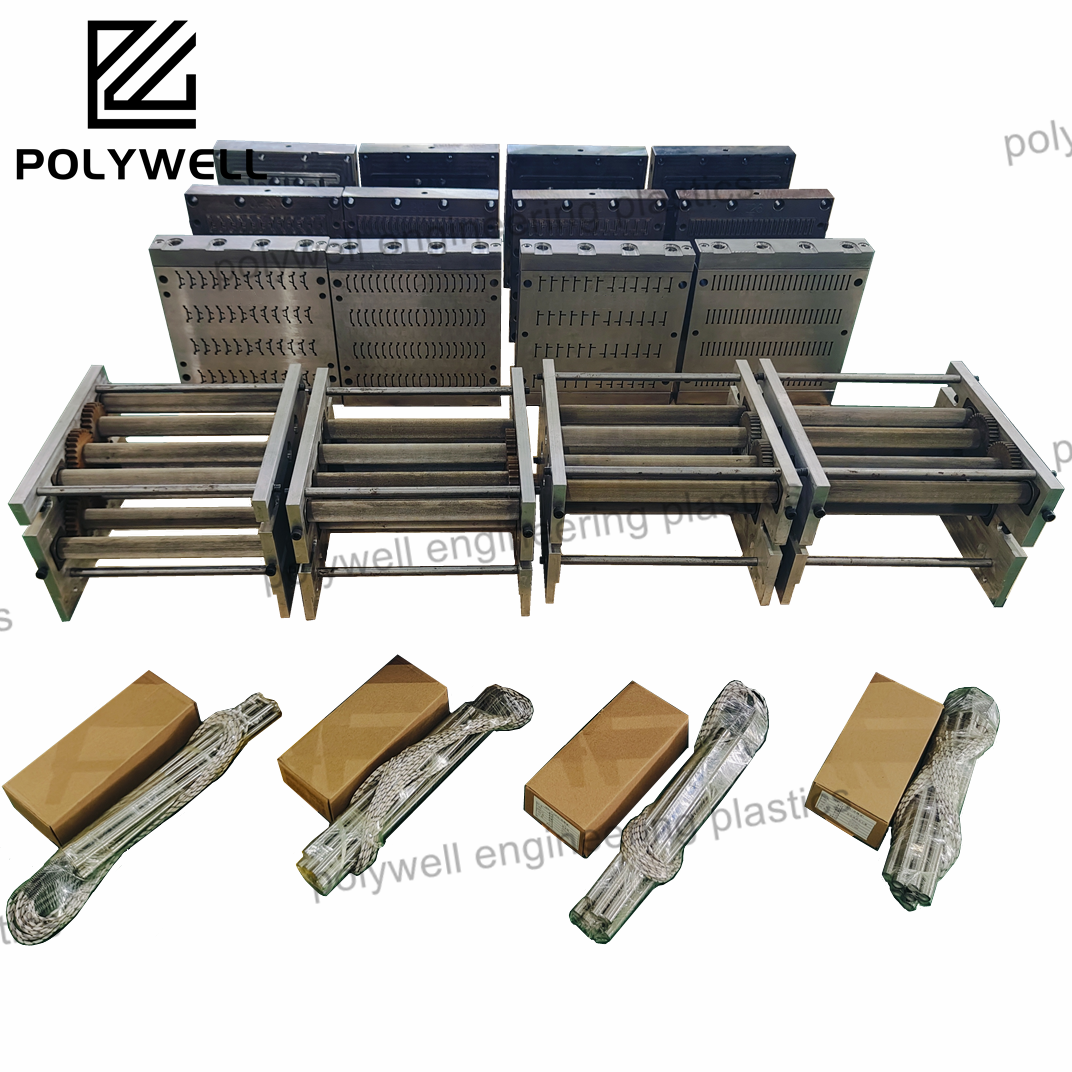
- Conspectus
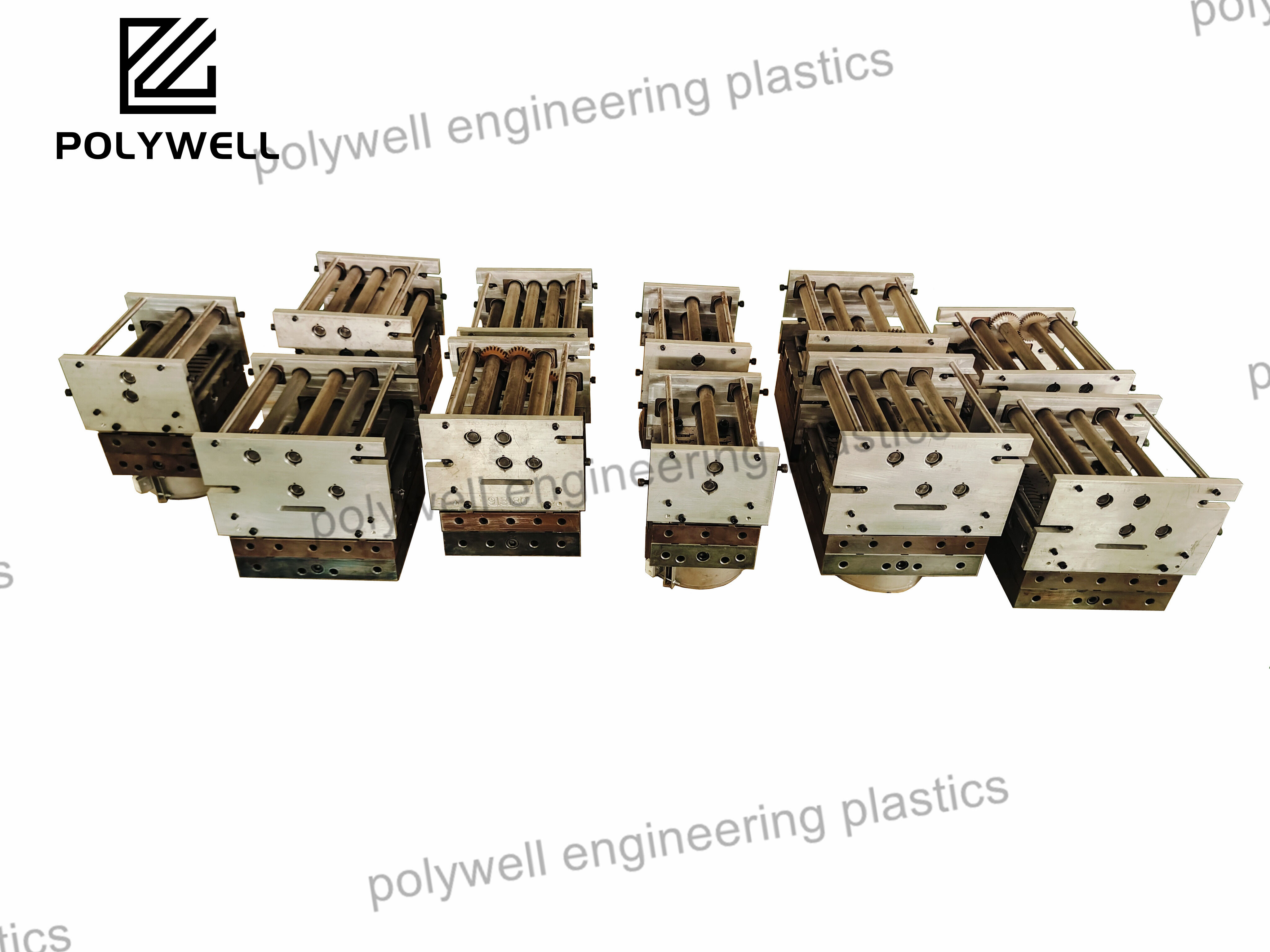
- Producta Commendata

Post-venditio Service: Engineers Available ad Service Rare
Warranty: 1 Year
Product Type: polyamide denudat
Automation: Automatic
ransport Package: Plastic spuma film aut Plywood Case
Specification : 60mm/80mm/100mm/120mm/140mm/160mm/200mm
Trademark : Polywell
Origin : Zhangjiagang urbs, China
Materia: Diver
Applicationem: Scelerisque Break profiles productio linea
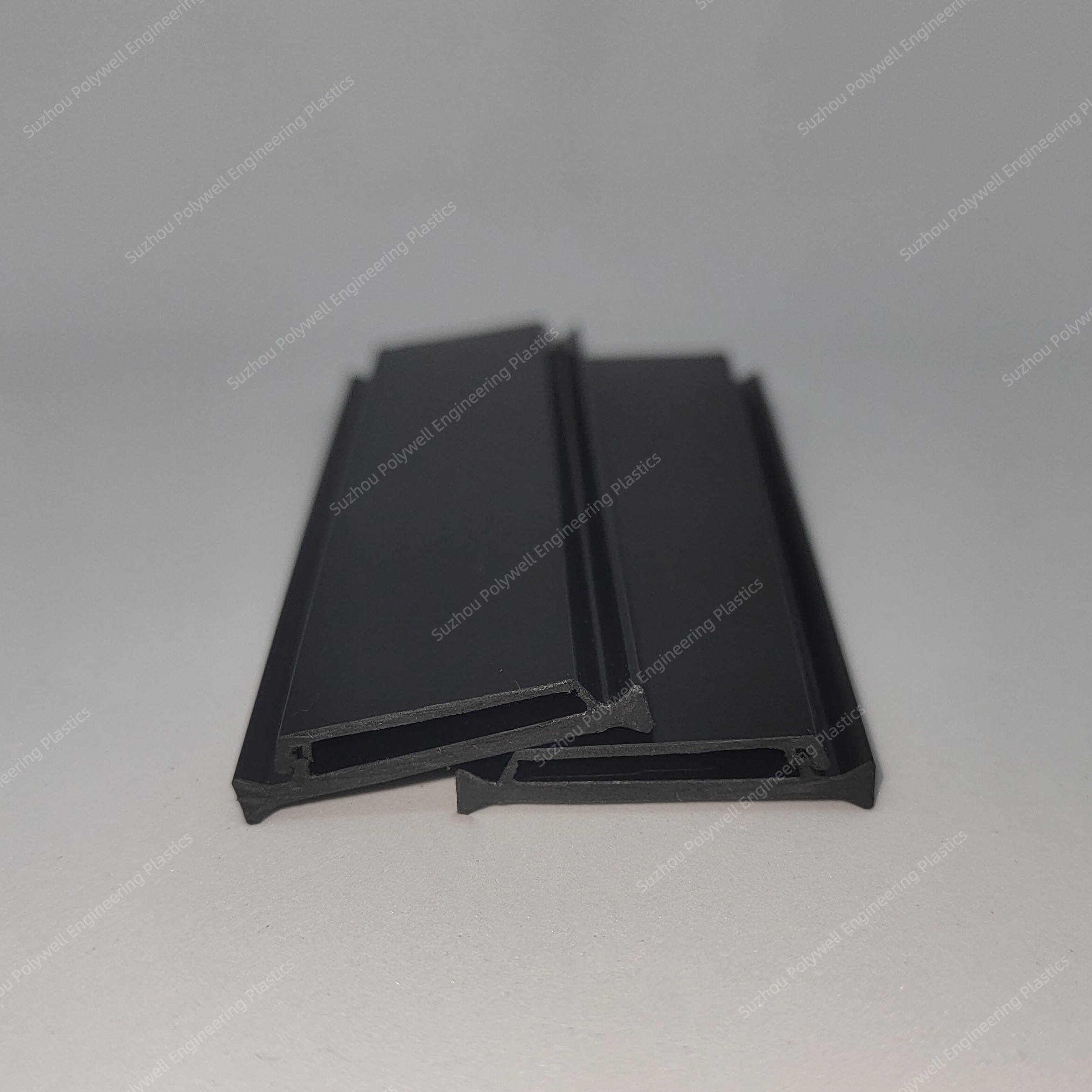
Apta exue figura: I typus, C genus et quaedam alia simplicia
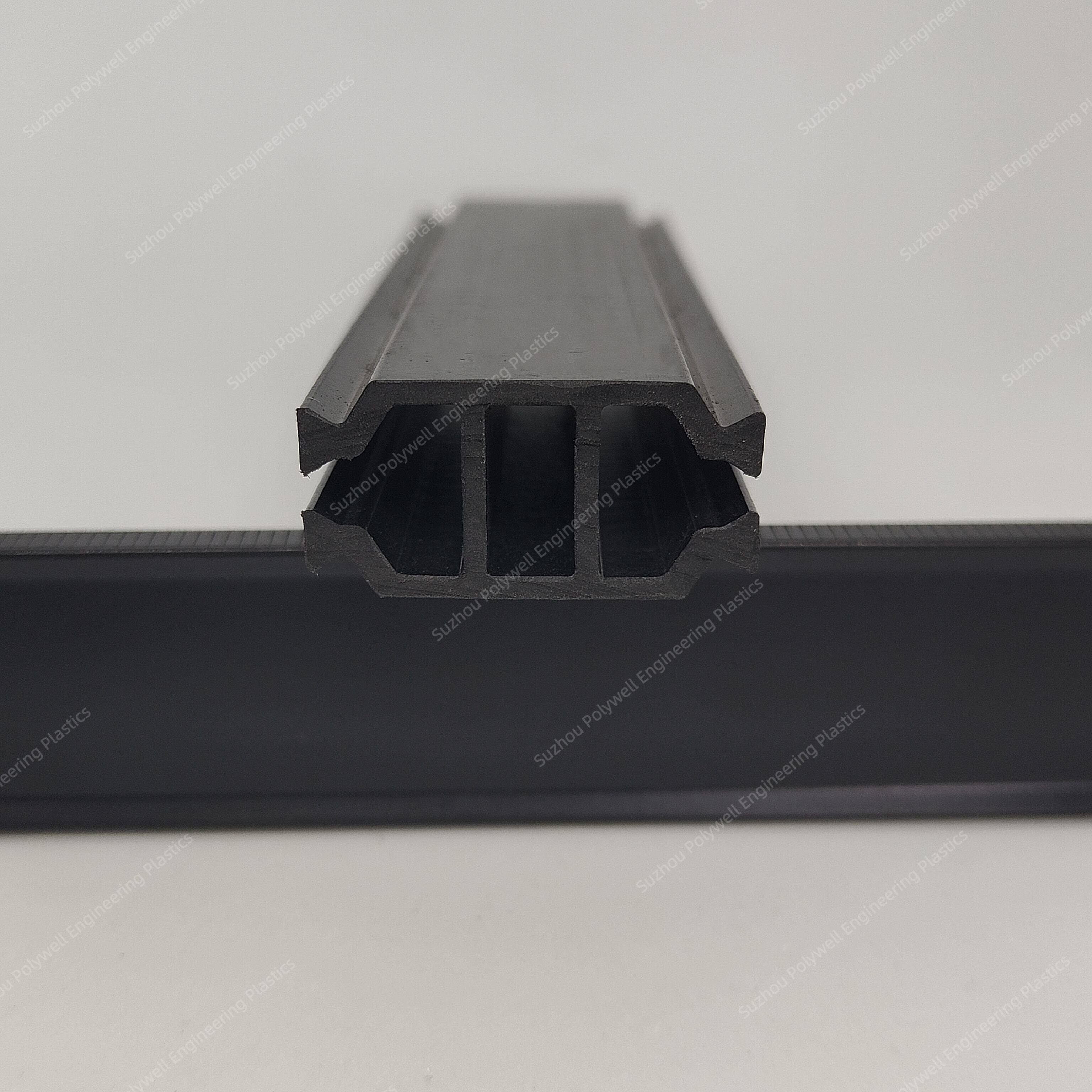
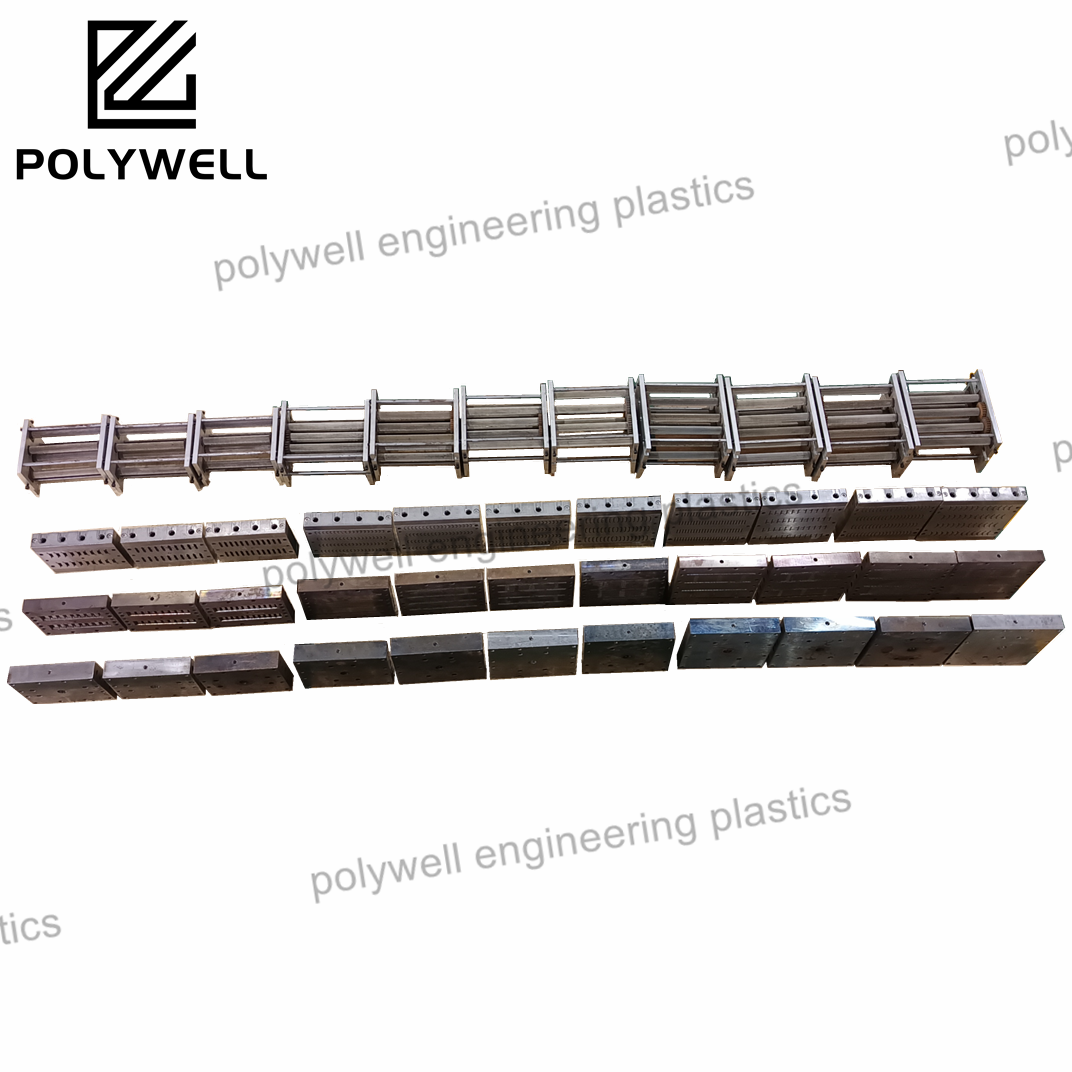
Thermal break profilum extrusio formae semper in machina plastica extrudente unius visceris instructae sunt. Utiuntur ad producendum et formandum PA thermal break strips.
Processus Processionis Stridorum Thermalium Polyamidum
Granula PA66GF25 siccantur et in cylindrum machinae per hoperem intrant. Granula in contactu rotatorio cum cochlea machinae sunt, et ad formam movent cum rotatione cochleae.
Cum intervallum cochleae machinae et cylindri parvum sit, granula in intervallo calefaciuntur sub processu procedendi. Plasticantur ad statum liquefactum nylon per altam temperaturam corporis electricae calefactionis. Status liquefactus nylon divertitur et format post ingressum in formam, et tandem in stridorum insulationis caloris extruditur.

Quid est forma in fabricando?
Forma, etiam scripta mould, instrumentum vel signum. In fabricando, cavitas vel matrix in qua substantia fluida vel plastica in productum finitum desideratum formatur. Substantia liquefacta, ut materia PA 6.6, in formam funditur vel cogitur et sinitur ad durandum.
Extrusio plastica formandi est methodus maxime usitata ad productos plasticos faciendos. Extrusio formandi est methodus in qua plastica liquefacta, plerumque thermoplastica, in formam metallicam ex ferro vel aluminii compositam funditur. Cum materia liquefacta in formam posita est, sinenda est ad frigidum usque ad solidificationem antequam res finalis extrahi possit. Materiae formandi inter ABS, acetal, nylon 66, polyethylene densitatis humilis (LDPE), polyethylene densitatis altae (HDPE), polycarbonatum, polypropylene, polystyrene et elastomerum thermoplasticum adhibentur. Extrusio plastica formandi in variis industriis adhibetur, inter constructionem, cibum et potum, medicinam et pharmaciam.
Societas nostra praecipue formas pro productis nylon 66 fabricat.
Quid est processus formandi extrusionis?
Moles extrusio (etiam quae plastification extrudendo nota est) processus est quem ACERVUS substantiae fusilis in forma eiecta est ad aliam formam alterius producti finalis pressi assumendi.
Fingere figuram et singulas magnitudinum ultimi operis determinat.
Quomodo formae fabricantur?
Processus formandi pressionem et calorem adhibet ut cavitatem formae impleat, rigida structura quae etiam matrix appellatur. Materia rudis, typice materia flexibili sicut plastica, sub pressione servatur usque ad solidificationem vel incipiat durare.

Quid adhibetur processus formandi extrusionis?
Extrusio est processus fabricandi ad tubas, flexilia, stramenta bibendi, trahentia cortinarum, hastas, et profiles thermalium frangorum faciendum. Granula in liquidum funduntur quod per matricem cogitur, formans longam figuram 'tubiformem'. Forma matricis figuram 'tubiformium' productorum determinat.
Praeterea:
1. Ingeniores nostri sequuntur productionem formarum omnibus hebdomadibus ut certi simus quod omnes sint in schedulis.
2. Nos continue optimizamus designum ductuum ut faciamus formam commodam ad operationem et extrusionem materialem.
3. Proferemus opiniones emendationis professionalis iuxta delineamenta clientium et optimizamus delineamenta iuxta requisita clientium.
4. Si omnia bene sunt, faciemus inspectionem finalem super formas et producta ante navagationem.
5. Postquam clientus accipit formam, si est aliquod problema in usu eius, possumus venire ad ostium et praebere directionem in loco.
Nomen |
PA caloris insulationis profiles forma |
Materia plastica |
PA66-gf25 |
Ferrum Cavitatis & Core |
DIN 1.2379 |
Numeri Cavitatis |
Customizatum |
Duritia Cavitatis & Core |
48-52HRC / 55-60HRC |
Accesoria Formae |
HASCO Standard |
Ratio refrigeratio |
Refrix Aquaticus |
Cursor |
Frigidum |
Tempus Traditionis |
Circa 28-35 dies operativi |
Sarcina |
Plywood causa |
Solutio |
T/T, Unio Occidentalis, Money Gram |

Servitium nostrum de consilio et evolutione formarum:
Praecisio instrumenti est clavis ad qualitatem partis. Fabricatio instrumentorum ars est. Ideo instrumenta nostra ad strictissimas qualitatis normas fabricamus et probamus. Utrum instrumentum ad prototypum vel ad productionem multi-cavitatis altae quantitatis opus sit, id celeriter et accurate perficietur.
Sarcina & Traditio
Solent singulas formas in casu plywood ponere, ut forma tuta sit in toto processu onerariarum.
Pondus cuiusque formae est circa 60-200kg. Pendet ex magnitudinibus formarum.
Solet opus 28-35 diebus ferialibus ad formam producendam. Post hoc erimus formae experimentum ad certam et figuram et fasciculos polyamideos factos ab hac forma habiles sunt.