
 EN
EN











































Nylon Extrusion Steel Molde pro Polyamide Thermal Break Nubeculata PA66 Exue extrusionem Mold
Extrusio Nyloni Directivum Catenae PA66, Directivum Piste, Directivum Moldae Poliamidi
- Conspectus
- Producta Commendata
Product Details
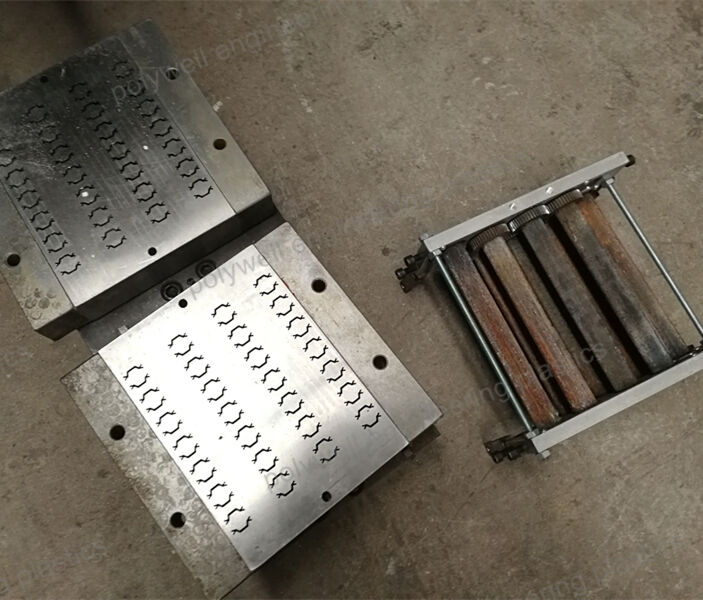
Forma magnae partes ludit in productione PA scelerisque ligamenta interrumpentis. Essentiale elementum est quod efficit ut producti finalis specificationibus requisitis occurrat. Cochleae unicae machinae extrutionis plasticae inauguratae, forma faciliorem reddit ad denumentorum conformationem et formationem. Forma temperaturae et pressurae diligenter moderans materiam plasticam efficit ut extruantur in figuram et magnitudinem desideratam. Haec praecisio vitalis est in assequendis summus qualitas scelerisque detractionibus, quae in variis applicationibus adhibentur. Sine forma, processus productionis imperfectus esset, quatenus suam significationem in fabricatione PA thermarum ligamentorum interrumperet.
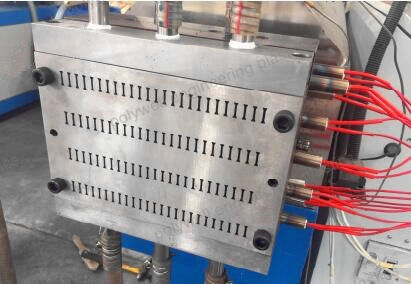
Formae extrudendae profilorum interruptorum thermice semper adiunguntur machinis extrudentibus plasticas unius cocleae. Ad producendum et formandum fasciculos interruptos thermice ex polyamido (PA) utuntur. 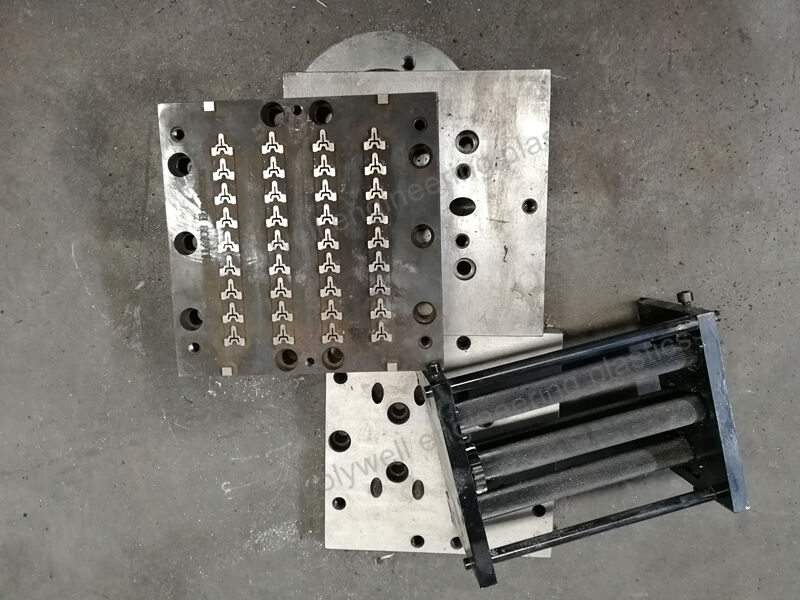
Quid est forma in fabricando?
Forma, quae etiam ‚mould‘ scribitur, est instrumentum aut mors. In arte fabricandi, est cavitas aut matrix, in qua substantia fluida vel plastica in desideratum productum finitum formatur. Substantia fusca, ut materia PA 6.6, in formam infunditur aut impellitur et ibi indurare permittitur.
Extrūsiō plāsticī est modus maxime commūnis ad plāstica facta facienda. Extrūsiō est modus, in quo plāsticum liquefactum, saepe thermoplāsticum, in formam metalleam ex accipitro aut aluminium factam infunditur. Postquam materia liquefacta in formam inserta est, refrigerārī debet donec solidēscat, antequam opus finītum extrahī possit. Materiae formandae utuntur, inter quas sunt ABS, acetalum, nylon 66, polyethylenum dēnsitātis īnfimae (LDPE), polyethylenum dēnsitātis altissimae (HDPE), polycarbonātum, polypropylēnum, polystyrēnum, et elastomerum thermoplāsticum. Extrūsiō plāsticī in variīs industriīs adhibētur, inter quas aedificātiō, cibus et potus, medicīna, et pharmāceutica.
Et nostra societas praecipue fabricat formae pro productis nylon 66.
Specificatio
Nomen |
Mater Extrudens |
Materia plastica |
PA66-gf25 |
Ferrum Cavitatis & Core |
DIN 1.2379 |
Numeri Cavitatis |
Customizatum |
Duritia Cavitatis & Core |
48-52HRC / 55-60HRC |
Accesoria Formae |
HASCO Standard |
Ratio refrigeratio |
Refrix Aquaticus |
Cursor |
Frigidum |
Tempus Traditionis |
Circa 28-35 dies operativi |
Sarcina |
Plywood causa |
Solutio |
T/T, Unio Occidentalis, Money Gram |
Servitium nostrum de consilio et evolutione formarum:
Praecīsiō instrumentī est clāvis ad qualitātem partis. Fabricātiō instrumentōrum est ars. Ideō instrumenta nostra ad strictissima normās qualitātis fabricāmus et experīmur. Sive tibi instrumentum ad prototypum faciendum sive ad prōductiōnem magnī voluminis multīs cāvītātibus opus sit, id celeriter et praecise perficiēmus.

Sarcina & Traditio
Solent singulas formas in casu plywood ponere, ut forma tuta sit in toto processu onerariarum.
Pondus uniuscuiusque formae est circiter 60–200 kg. Id pendet ex magnitudinibus formarum.
Solet opus 28-35 diebus ferialibus ad formam producendam. Post hoc erimus formae experimentum ad certam et figuram et fasciculos polyamideos factos ab hac forma habiles sunt.














