Колдоо-жөнөтүү жана сервисге кирүү үчүн жөнөкөй дизайн
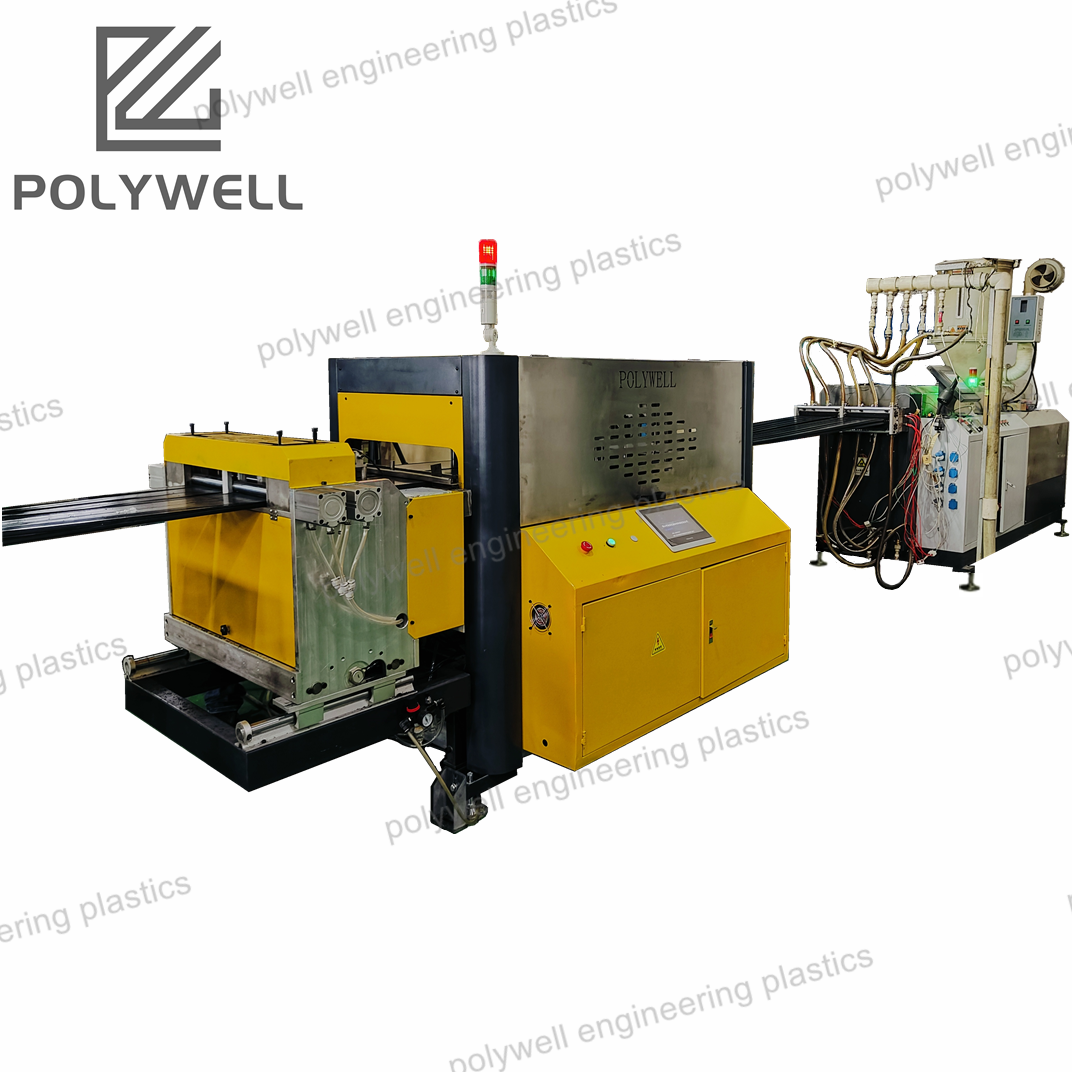
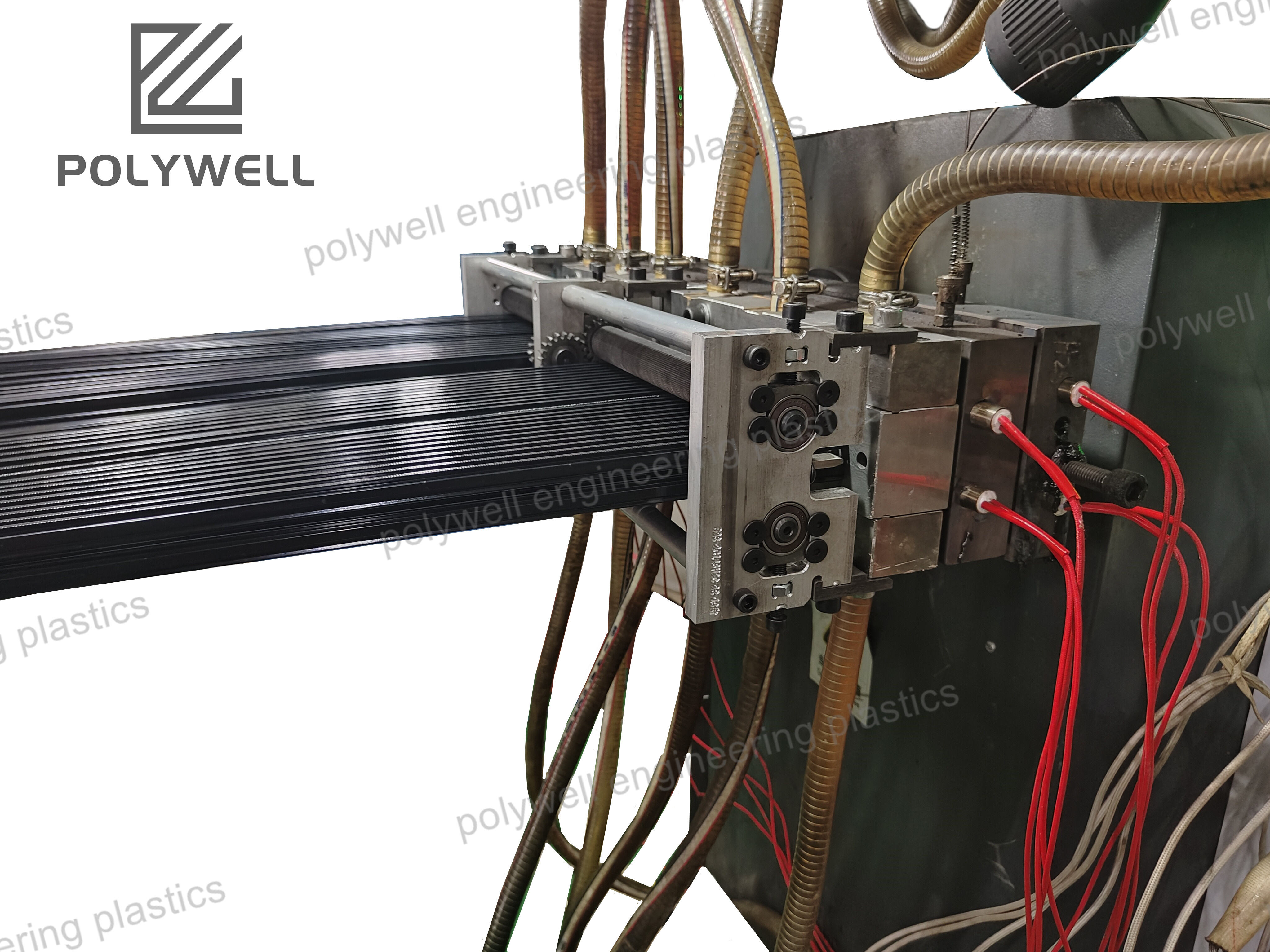
Биздин экструдер машиналарыбыз сервис кылууга ыңгайлуу болуп долбоорленген. Модулдуу компоненттер, жөнөтүү панелдерине ыңгайлуу кирүү мүмкүнчүлүгү жана логикалык жайгаштыруу кабыл алуу иштерин, тазалоону жана бөлүктөрдү алмаштырууну жөнөкөйлөтөт. Бул концепция машина турбай турган убакытты минимумга чейин кыскартат, сервис кылуу боюнча эмгек харажаттарын төмөндөтөт жана техникалык кызмат көрсөтүүдөн кийин өндүрүш линиясы тез иштөөгө кайта кайтышын камсыз кылат.

 EN
EN