EN
EN












































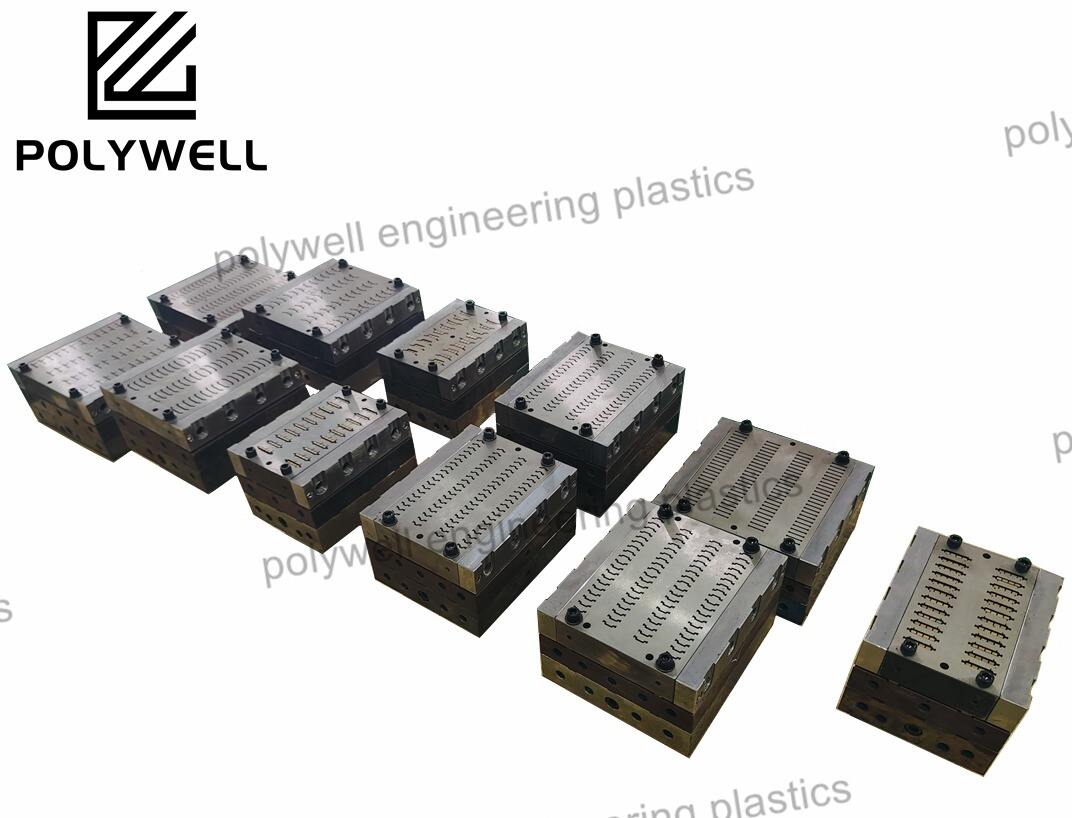
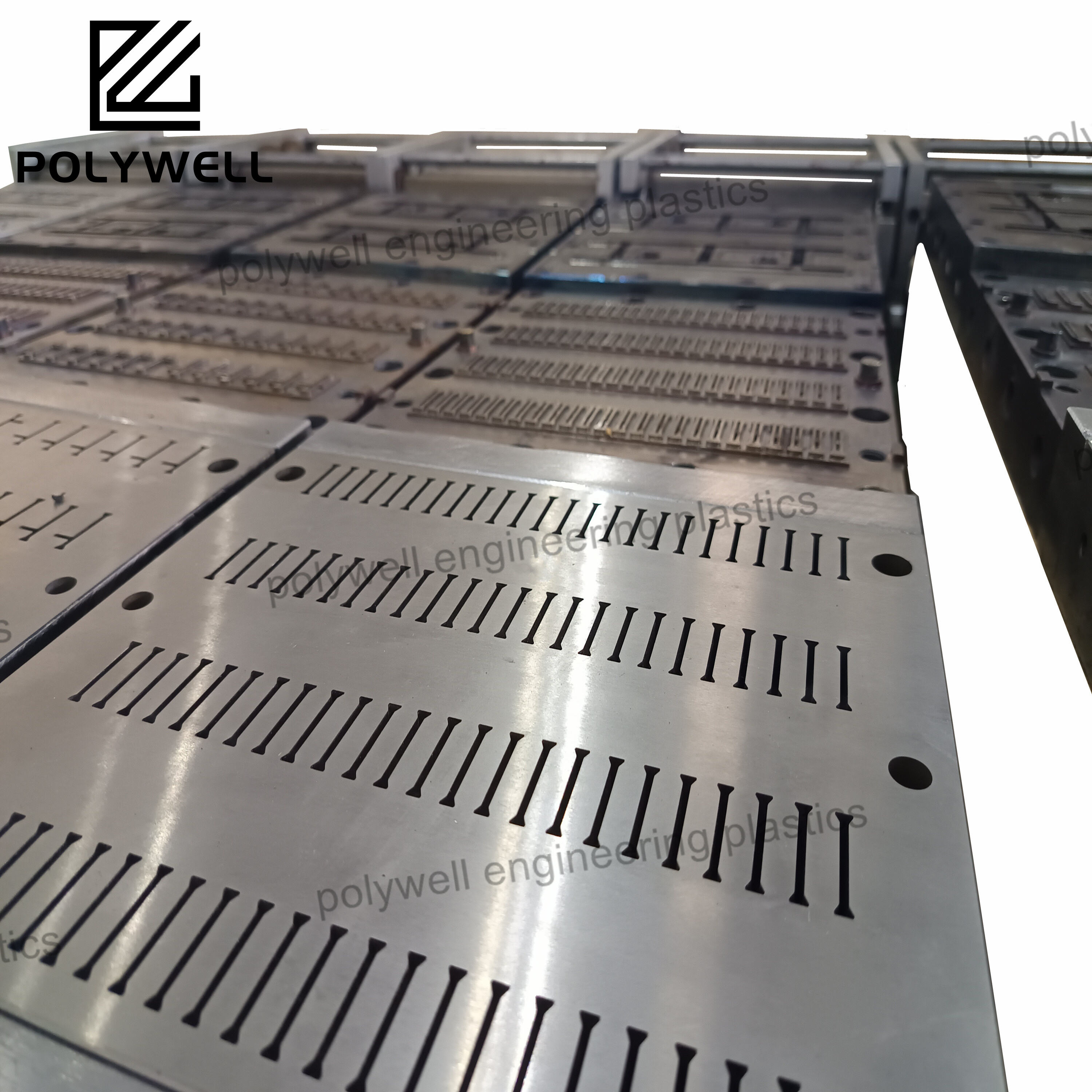
PA66 GF25 Термік Брейк Изоляциялық Шаршыл Арттыру Молд Дысы Өзгертілген Формалар мен Кавитеттермен
Экструзияланған нейлон тізбегінің бағыттауышы PA66 Алаңшаның бағыттауышы Полиамидті рельстің бағыттауышы Қалып
- Шолу
- Ұсынылатын өнімдер
Сатып алушы қызметтері: шетелде қызмет көрсету үшін инженерлер бар
Гарантия: 1 жыл
Продукт түрі : полиамид тасымалдар
Автоматтық: Автоматты
транспорттық упаковка : Пластик пеноблок немесе фанера контейнері
Техникалық пішім : 60мм/80мм/100мм/120мм/140мм/160мм/200мм
Бренд: Polywell
Жергілікті жер: Қытайдың Чаньжияган қаласы
Материал : Қарындашсыз теңіз
Қолданба : Термік бұзылу профильдері өндіріс саты
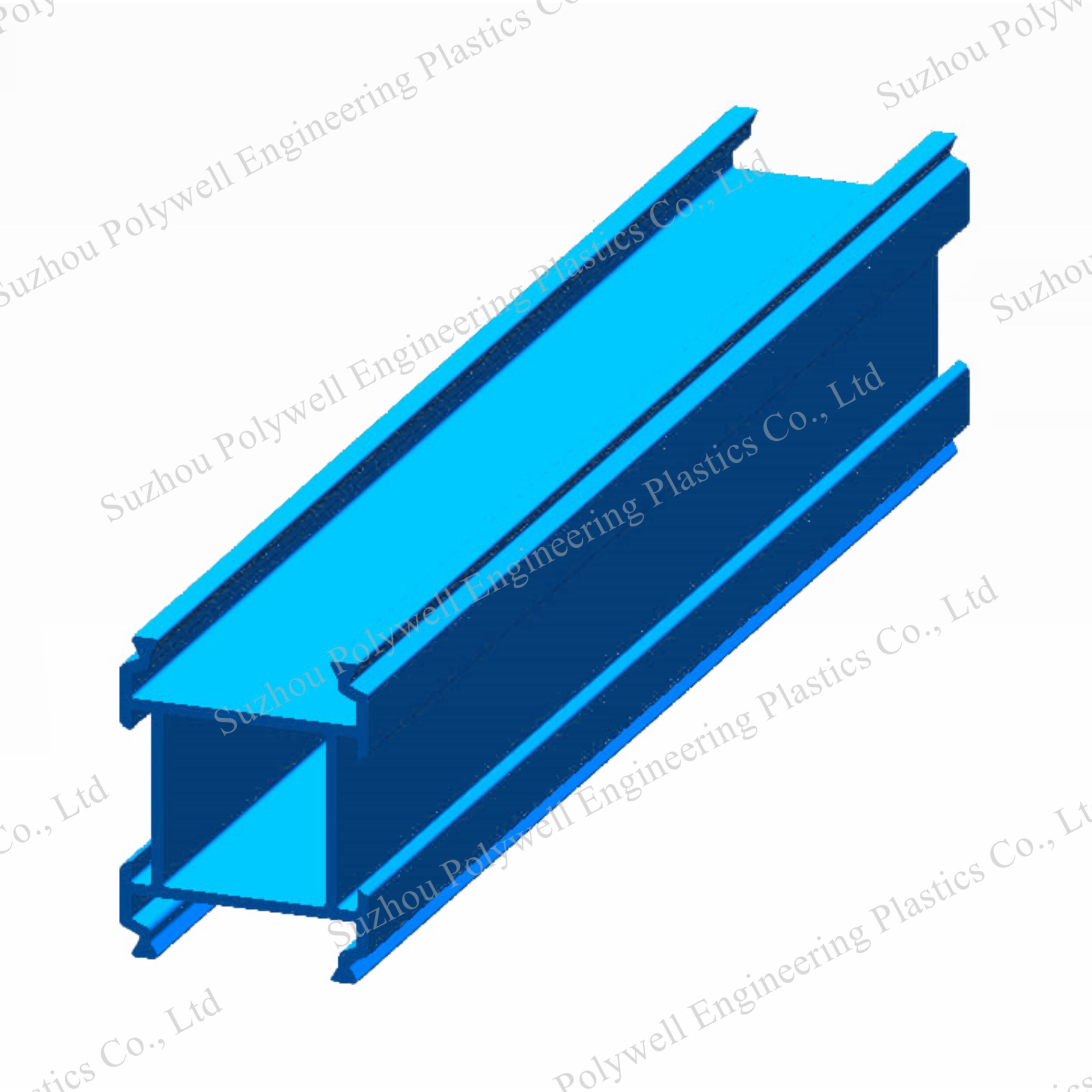
Сырған қабырғалар түрі: I түрі, C түрі және басқа қарапайым түрлер
Бастапқы өңдеу: Бастапқы өңдеу
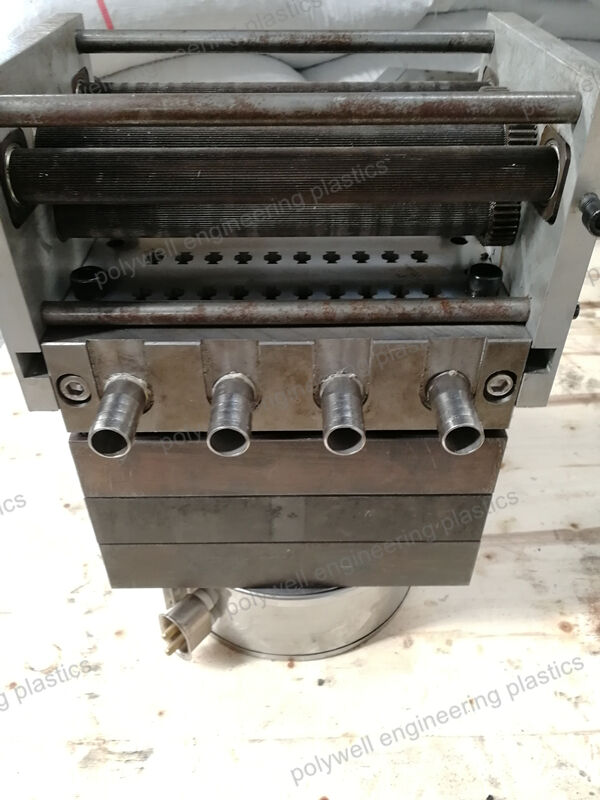
Термік брек профиль шығару формасы әдетте бір спиральды пластиқ шығару машинасында орнатылады. Ол PA термік брек желілерін жасау және түрлендіру үшін пайдаланылады.
Пластикте қалып неге тұр?
Қалып - бұл іші бос metall блок, оның ішіне шығыс plastic материалды енгізіп, белгілі бір түрлі өрнекке айналтады.
ПА профиль өшірілген жолы үшін朔塑料 молд неге қажет?
ПА профиль - бұл термик ауыстыру полiamидтік шаршы. Ол ежелгі кезде термик ауыстыруларды curtain walls, коммерциялық терезелер, есіктер және басқаларда жасау үшін ең жиі пайдаланылатын материалдардың бірі. Бұл топтаушы polyamide шаршы, оның metallik емес, композиттік, қосымша материал ретінде болатын, және терезелердің ішкі және сыртқы профилдері арасында орналасқан және екіншілер арасында ысықтық барьер қалпына келтіреді.
Polyamide шаршылардың түрі, өлшемі және шығыс plastic молдтармен анықталады. Сондықтан, пластик молд polyamide шаршылардың өшірілу жолында өте маңызды және қажетті бөлік.
Полиамидтік қысқа шаршы процесінің өңдеу процессі
PA66GF25 гранулалары сұйықтастырылып, және ковш арқылы машина барысына кіреді. Гранулалар машина винтымен айналып қосылатын қосымша болып табылады, винт айналғанда молдға қарай қозғалады.
Машиналық винт пен барелдің арасындағы жер аралығы кішкентай, сондықтан гранулаттар осы аралықта өзін-өзі өткізуде ыстықтық есепке алынады. Олар электр ыстықталу шынының ыстық температурасы арқылы нейлон топырғылық әмбебапқа айналады. Нейлон топырғылық әмбебапы формага кіріп, оның ішінде реттеледі және соңында ыстама шекерлері ретінде шығылады.
Шығаруда форму нені айтады?
Қалқа, сондай-ақ қалып, құрал немесе өлшеу деп те жазылады. Өндірісте сұйықтық немесе пластикалық затты қажетті дайын өнімге айналдыратын қуыс немесе матрица. Ағытылған зат, мысалы, PA 6.6 материалы, қалыпқа құйылады немесе мәжбүрленеді және қатаруға рұқсат етіледі.
Пластмассалық енгізу формасу — пластмасса сабақтарын жасау үшін ең көп пайдаланылатын әдіс. Енгізу формасу әдісі — бұл, арттырғыш пластмасса (әдетте термопласт) тігіс тұйымдағы метталық формаға шығарылатын әдіс, ол стал немесе алуминийден жасалған. Оның кейінінде тігіс материал формага шығарылған соң, оның ыстықсыз болуына дейін, сонымен қатар, ондағы негізгі элемент тікелей салынады. Формалау материалдарына ABS, ацетал, нейлон 66, төмен қысқа полиэтилен (LDPE), үлкен қысқа полиэтилен (HDPE), поликарбонат, полипропилен, полистирол және термопласт elastomer қатысты. Пластмассалық енгізу формасу әртүрлі салаларда қолданылады, олардың ішінде құрылыс, аспап пен су, медициналық және фармацевтикалық салалар.
Біздің компания негізгі түрде nylon 66 продукtlары үшін молдтар өндіреді.
Қалыптау процесі неге тұр?
Өнімдердің соңғы түріне қарсы басылыс арқылы молекулалық материалдың табанындағы құбылғау процесі (пластификация деп те аталады).
Соңғы өнімнің түрі мен айрим өлшемдері құбылға бойынша сәйкес келеді.
Молдтар қалай өндіріледі?
Молд кабынғысын (матрица деп те аталады) толтыру үшін басын және жылызды қолданатын процестің молд кабынғысы бар. Нярсе материал, жалғыз пластиқ сияқты гибкий материал, оның қорытындысына дейін немесе тартылып бастауға дейін басында сақталады.
Extrusion молд қандай мақсатта қолданылады?
Экструзия - это технологический процесс, ярыштық өңдеу арқылы ғана құрылымдар, шлангтер, ішкі жыртқыштар, тюбингтер, қорап-жолдар, қабырғалар және термодинамикалық бұрыштық профилдер құру үшін қолданылады. Гранулалар сірекке айналып, оны дис черезінен өткізу арқылы ұзын 'тюбинг сияқты' түрде формалауға болады. Дис түрі 'тюбинг сияқты' продукттердің түрін анықтайды.

Артықшылықтар:
1. Инженерлеріміз қалыптардың өндірісін апта сайын кезекпен қалыптастырады, барлық қалыптар кезекте болуын тексеру үшін.
2. Біз операция және материалдық шығу арқылы қабылдау үшін түптің дизайнын дамытуға жалдам қалбаймыз.
3. Клиенттің схемаларына сәйкес професионалды редакцияларды ұсынамыз, клиенттің талаптарына сәйкес схемаларды дамыtamыз.
4. Егер барлығы жақсы болса, көлікке шығу алдында формалар мен продукtlардың ақиқаттық жеке тексерілуін істейміз.
5. Клиент форманы қабылдадыktан кейін, оны пайдалануда егер деңгейде проблемалар болса, біз үйге келуге және орналасу көмектесімізді ұсынуға дайынбыз.
Аты |
АЖ жылу оқшаулау профильдерінің қалыптары |
朔料 материал |
PA66-gf25 |
Камера және ядроның сталы |
DIN 1.2379 |
Камераның саны |
Жекелендірілген |
Камера және ядроның твердігі |
48-52HRC / 55-60HRC |
Форма қосымшалары |
HASCO стандарты |
Жылық суық жүйесі |
Сумен салқындату |
Бегун |
Суық |
Жеткізім уақыты |
Теориялық сияқты 20-28 жұмыс күні |
Жабын |
Фанера жобасы |
Төлем |
Т/Т, Western Union, Money Gram |
Біздің формаларды дизайн және даму қызметі:
Ортақтың дәлдігі бөлігінің сапасына ключ. Ортақ жасау - бұл мәдениет. Сондықтан біз өте тәжірибелі сапасы стандарттарына сәйкес ортақ жасаймыз және тест етеміз. Прототип жасау үшін немес үлкен көлемде көп кавитациялық шығару үшін ортақ керек болса, біз оны тез және дәл қылып отырамыз.
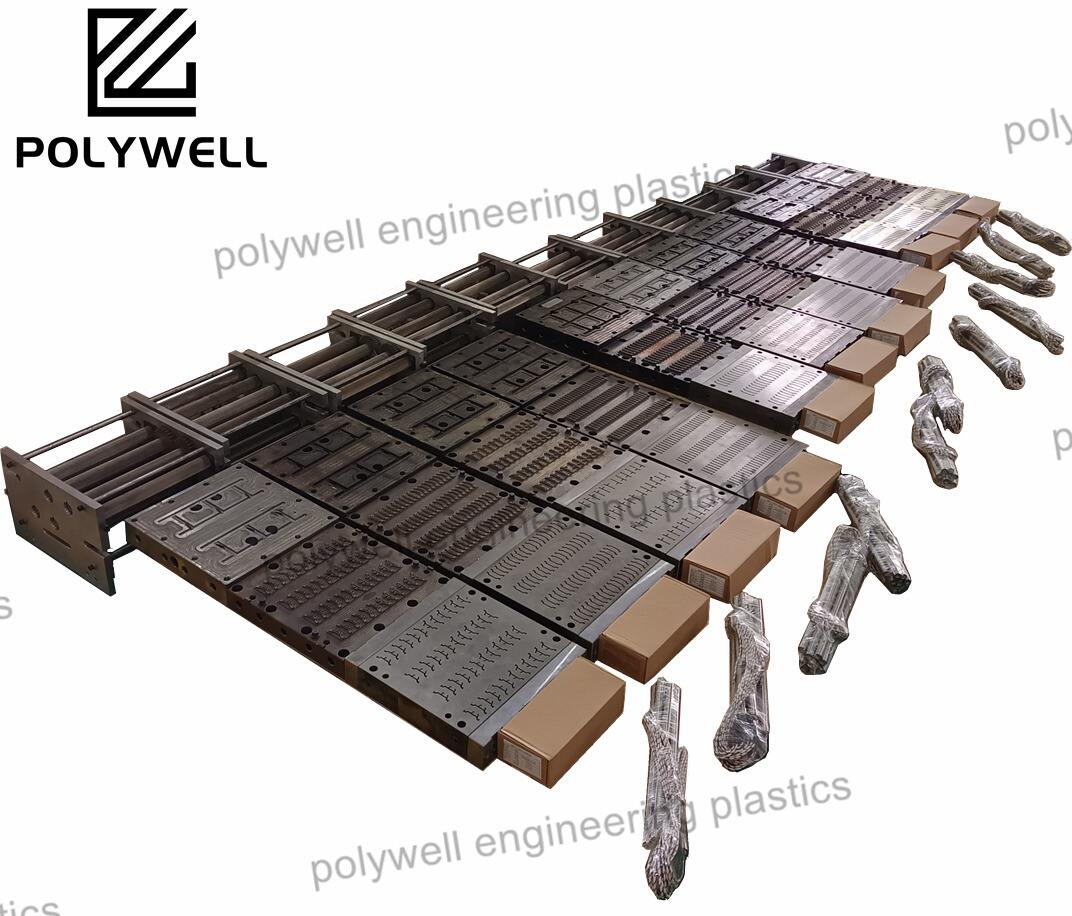
Пакеттеу & Жетістіру
Әдетте біз әр қалыпты контрафактілі корпусқа салып, оны тасымалдау кезінде қауіпсіз етіп қоямыз.
Әрбір қалыптың салмағы 60-200 кг-ға жуық. Бұл қалыптың өлшеміне байланысты.
Әдетте қалыпты өндіру үшін 28-35 жұмыс күні қажет. Содан кейін қалыпты және полиамидті таспаларды сынап көру үшін қалыпты сынап көреміз.