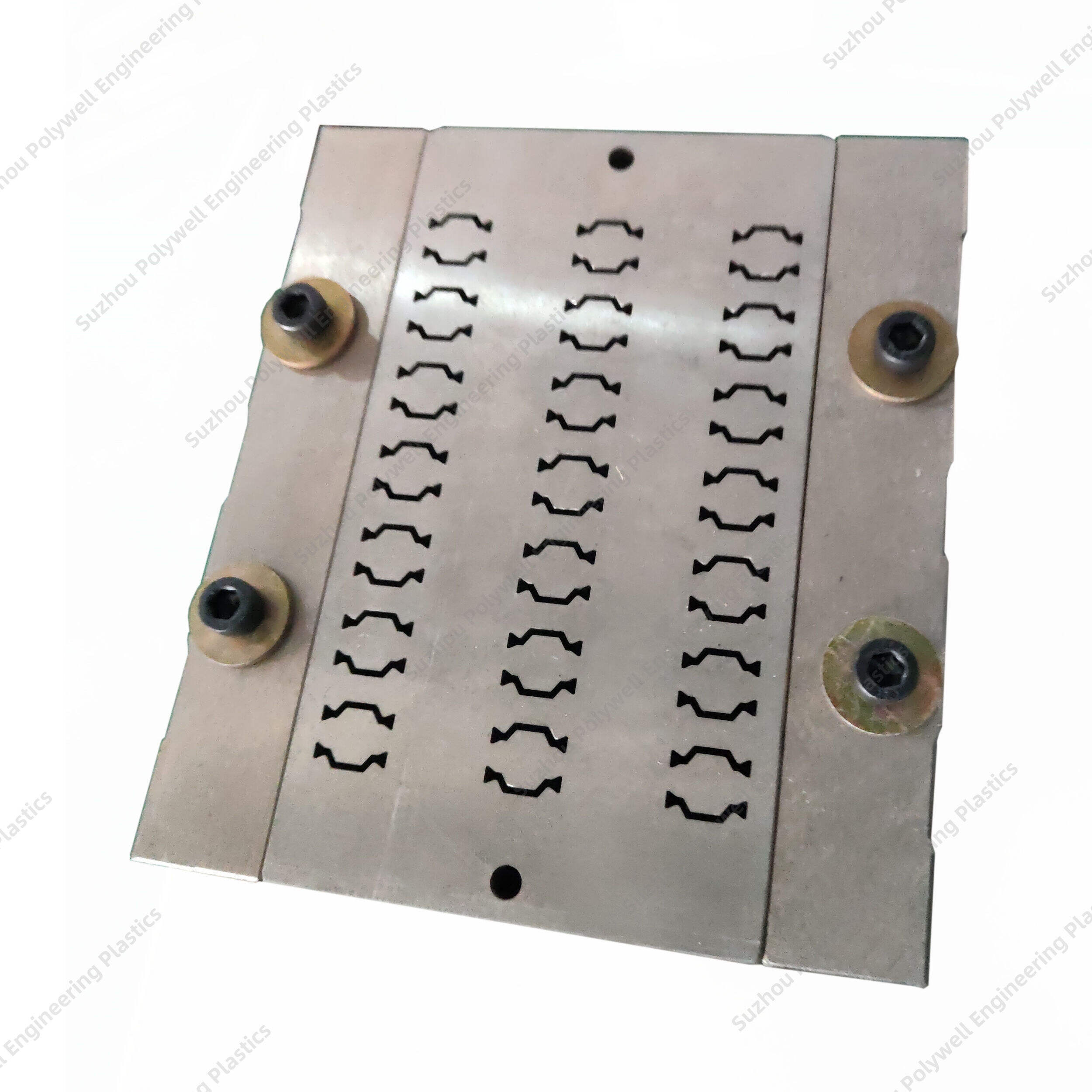
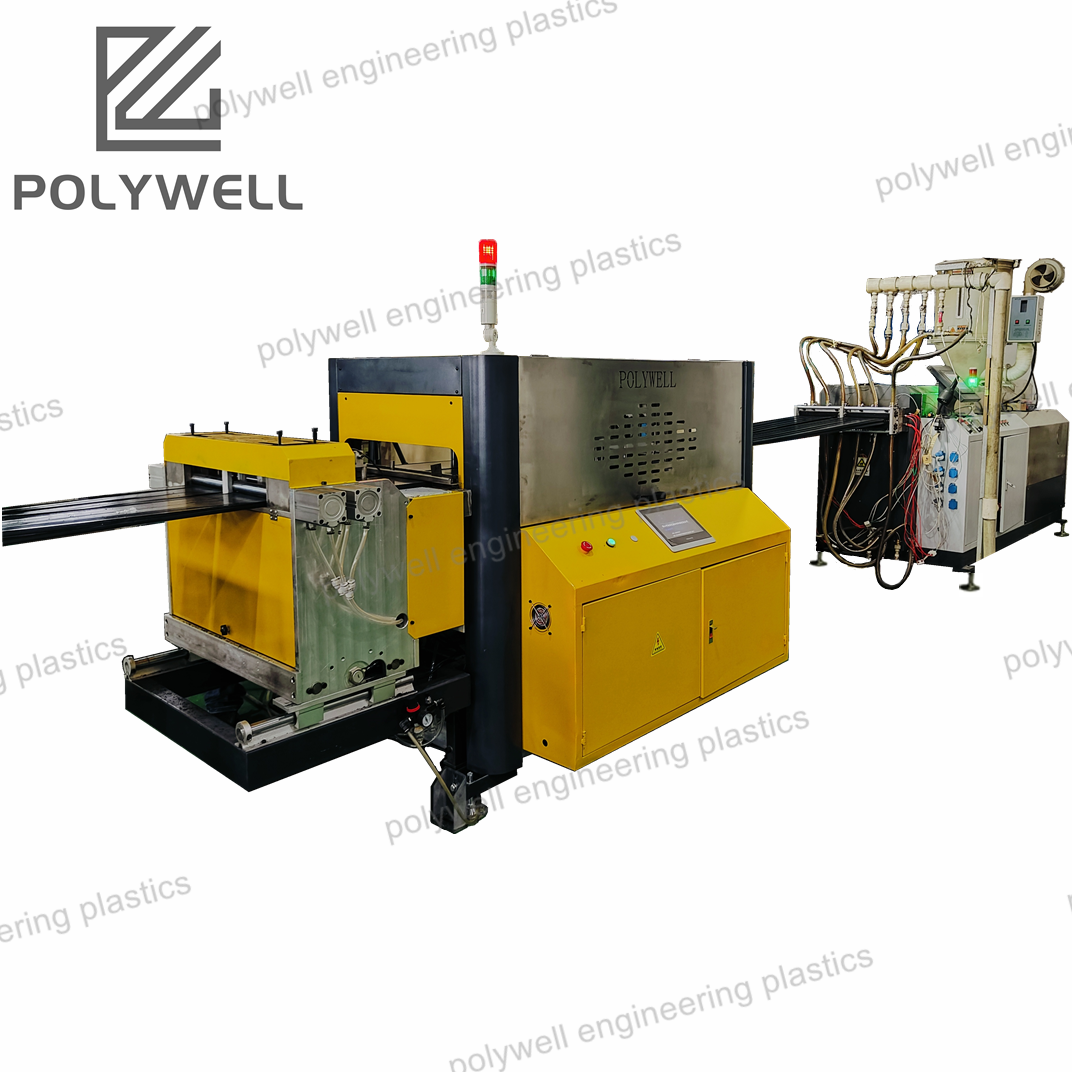
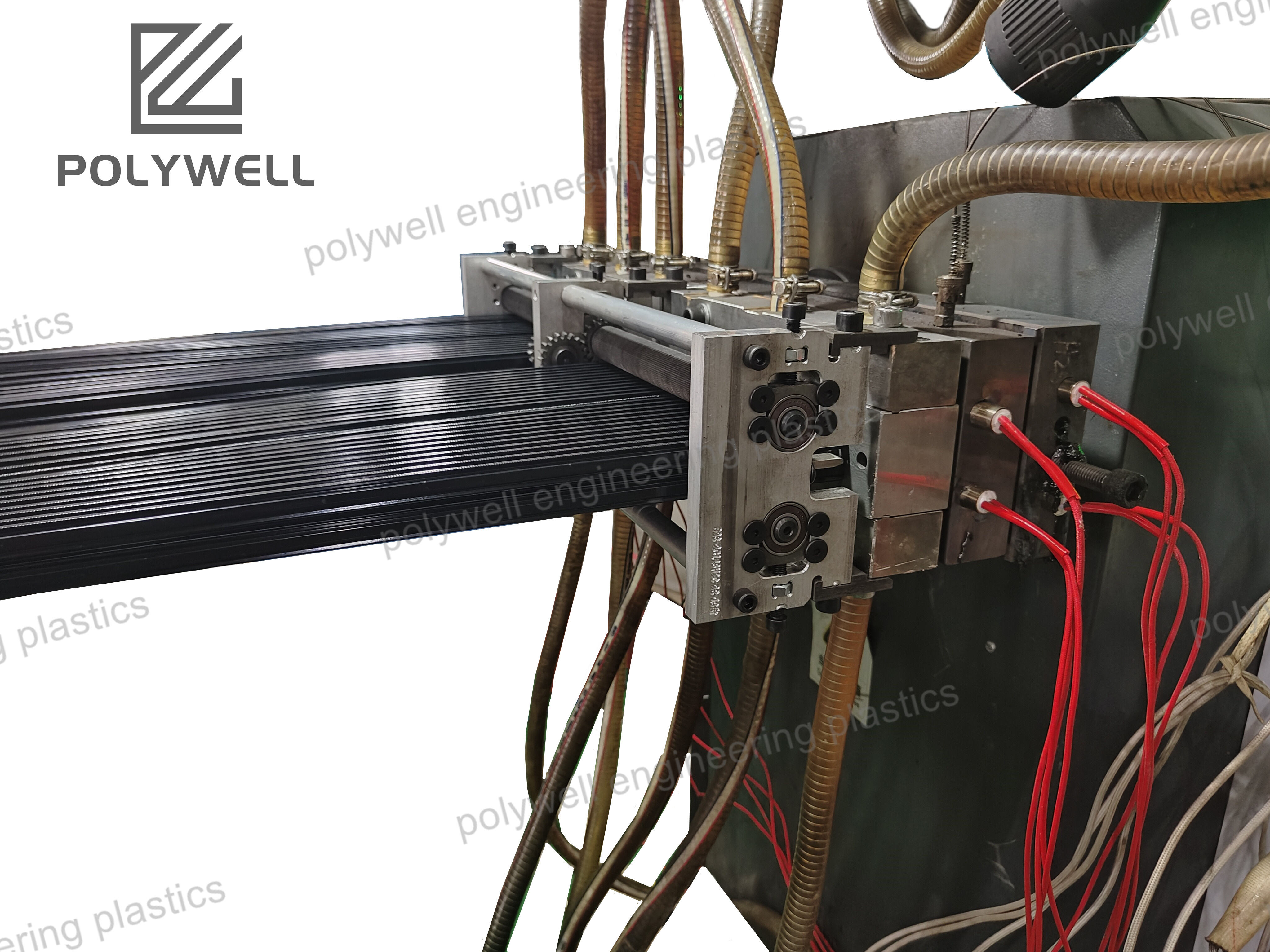
POLYWELL экструдердің бұранда және бөшкесі: Полиамидті жылулық тосқауылдық жолақты экструзиялау үшін негізгі компоненттер
Бұл бет POLYWELL компаниясының полиамидті жылулық тосқауылдық жолақтарды экструзиялау кезінде маңызды рөл атқаратын экструдердің бұранда мен бөшкесіне арналған, оларға 15 жылдан астам тәжірибе негіз болған. Бұранда мен бөшке полиамид қасиеттеріне сәйкес құрылған — полиамидтің қышқылдығымен жұмыс істеу үшін коррозияға төзімді материалдар және балқуын біркелкі ету үшін оптимизацияланған ұяшық тереңдігі (Мадам Özge температураны реттеу арқылы пайда көргені сияқты). POLYWELL бұранда/бөшкенің техникалық қызметін, алмастыруды, DFM қызметін арнайы экструдер модельдеріне сәйкестендіру және орнату үшін нарықтағы қызметті қамтамасыз етеді. Тұтынушылардың пікірлері (Тиаго тазартқыштың қолданылуына мадақтауы) сапаны растайды, ал 6 қадамдық ынтымақтастық процесі өндірушілерге дәл сәйкес келетін экструдер бұрандасы мен бөшкесінің шешімдерін алуын қамтамасыз етеді.
ҰСЫНЫС АЛУ

 EN
EN