
 EN
EN










































Notkun af polýmíðargranúlum í mismunandi efnahagsefnum
POLYWELL býður upp á hækkaðar polýmíðargranúlur sem notast í bílfyrirtækjum, elektroník, þextilefnum og byggingu, tryggjandi styrk og lifandi kynningu.
SÝA MEIRA
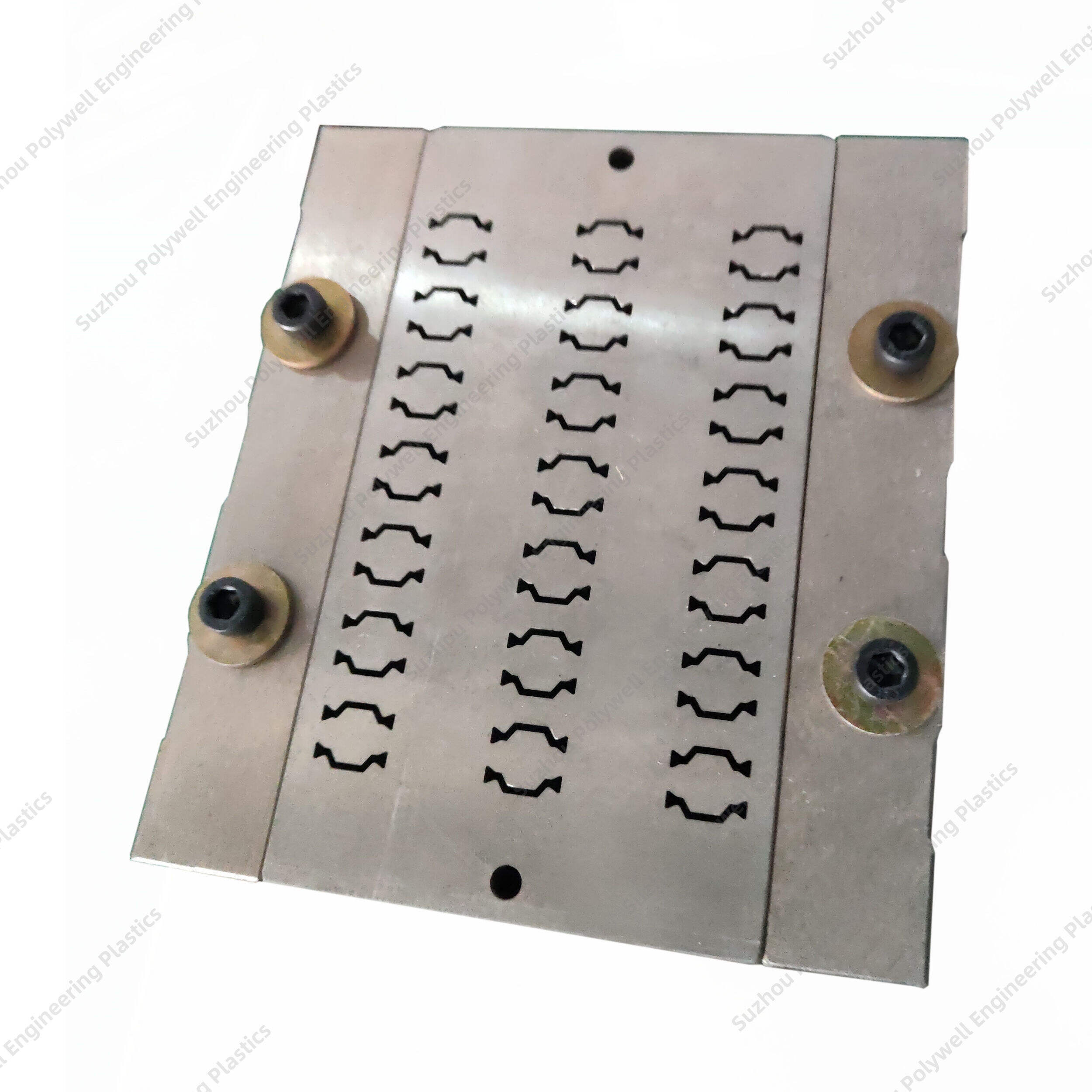
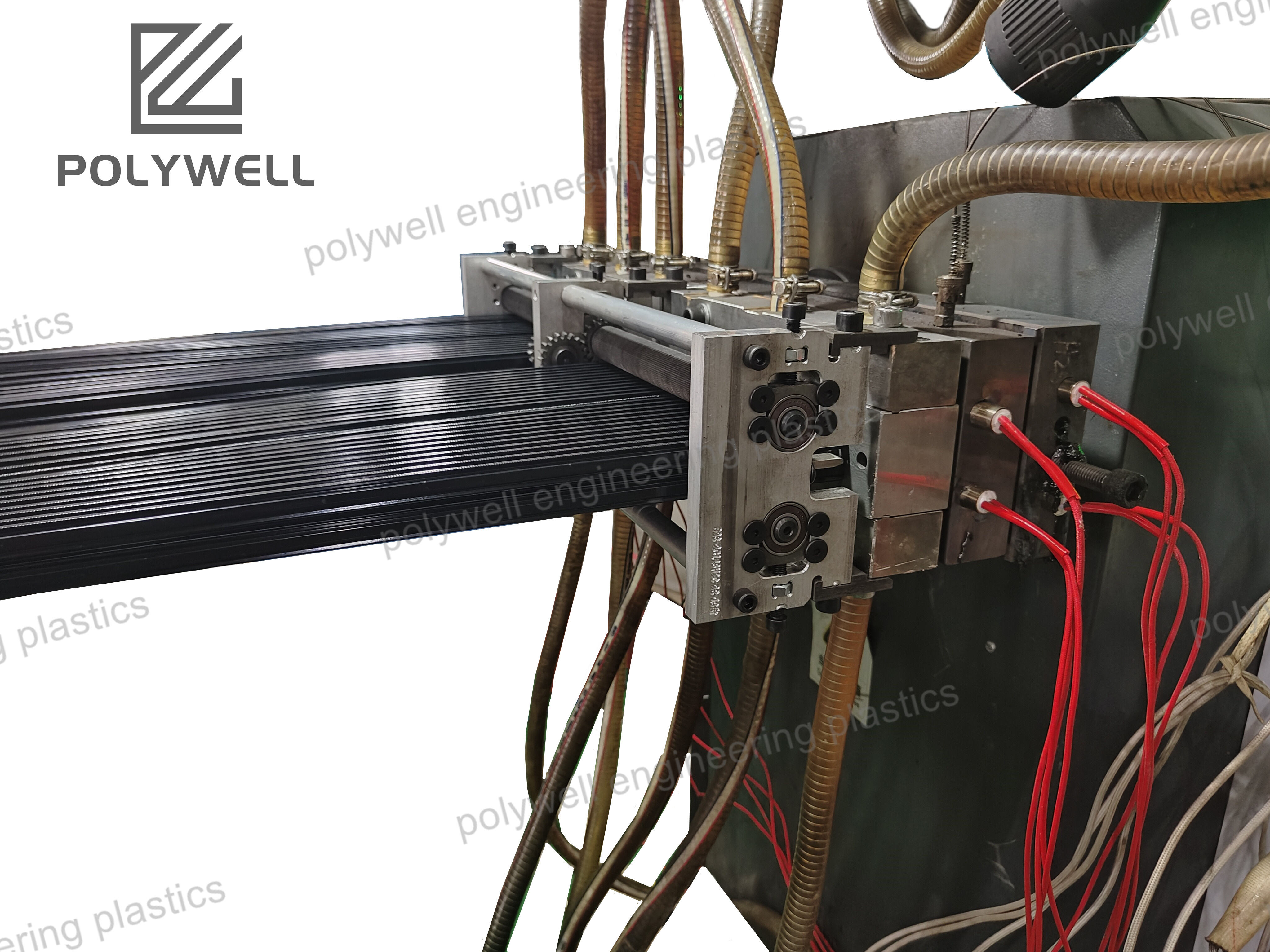
Smjörugnarskrúfan og smjörugnarefni mynda hjarta smjörugnarsferlisins, lykilhlutana þar sem efnaumbrot plasts frá föstu ástandi yfir í smeltu fer fram undir stjórnðum aðstæðum. Þessi tveggja eininga samsetning er mjög nákvæmlega verkfræðileg kerfi þar sem hönnun og metallfræði eru af mikilvægi. Skrúfan er flókið rása með spíralferli sem ber ábyrgð á að færa, hleta, blanda og opna ábyrgð á vökva. Rúmgreining hennar – þar á meðal spíralhring, dýpi rásarinnar og þjappunarhlutfall – er nákvæmlega hönnuð fyrir tilteknu efnið sem er verið að vinna. Til dæmis verður skrúfa fyrir PA66 að hafa hönnun sem hentar skarphluta smeltpunktinum og hátt smelt hitastig, oft með lengri umhverfisbreytingarzónu. Smjörugnarefnið er hitaeftirlitið í mörgum hitasvæðum og kælingarrásir til nákvæmrar hitastjórnunar. Til að standa móti miklu þrýstingi, slípandi fyllimi og oft sárbarðar efnaþættum í pólýmrum eru báðir hlutar framleiddir úr sterkum, slípunotandam ásamelkjum. Venjulegar yfirborð eru nítríðuð til góðrar slípunotu, en fyrir mjög slípunotandi efni eins og glasfyllt nállón, eru tvímetall-smjörugnarefni með ásametall innan í (t.d. Xaloy) og skrúfur með harðuðum spíraloddum eða sérstökum yfirborðsbeplum (t.d. Stellite) nauðsynleg fyrir langvaran notkunartíma. Gapskilyrðið milli skrúfuoddans og smjörugnarefnisveggjar er gott markmið; of stórt bil leiðir til minni úttaks og slæmri gæði smeltu, en of lítið bil eykur hættu á vélarfreistun. Afköst, úttakshraði og orkuávöxtur alls smjörugnarans eru ákvarðaðir af ástandi og hönnun skrúfu og smjörugnarefnis, sem gerir þá að mestu slípuhlutunum og miðpunkt nýjasta tækniþróunar í smjörugnarsferlinu.
18
Nov
29
Nov
05
Mar
28
Mar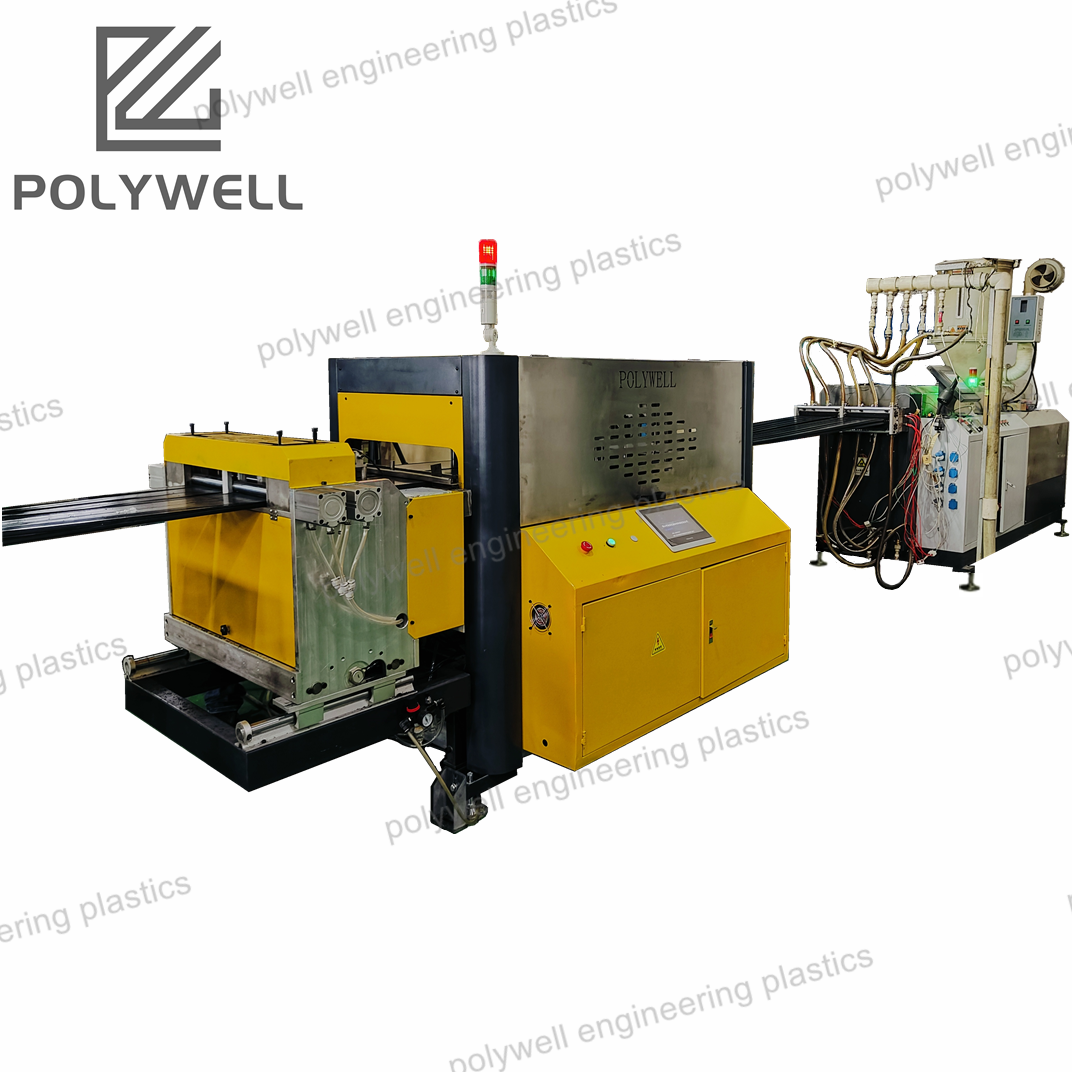


POLYWELL sérst Illist á PA66 varmvörumerkjastripi, tilboðið polyamide korn, úthlutara, form, vinðuflokkara og fullnám alls-að-stöðu síðan að metnaðarsviði.
Jinfeng bær, Zhangjiagang byggð, Suzhou byggð, Sjáland provína, Krófurríkis
Höfundarréttur © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Persónuverndarstefna





