EN
EN











































Cetakan Baja Ekskulsi Nylon untuk Strip Pemutus Termal Poliamida PA66 Strip Cetakan Ekskulsi
Panduan Rantai Ekstrusi Nylon Panduan Jalur Cetakan Panduan Rel Poliamida PA66
- Ikhtisar
- Produk yang Direkomendasikan
Rincian Produk
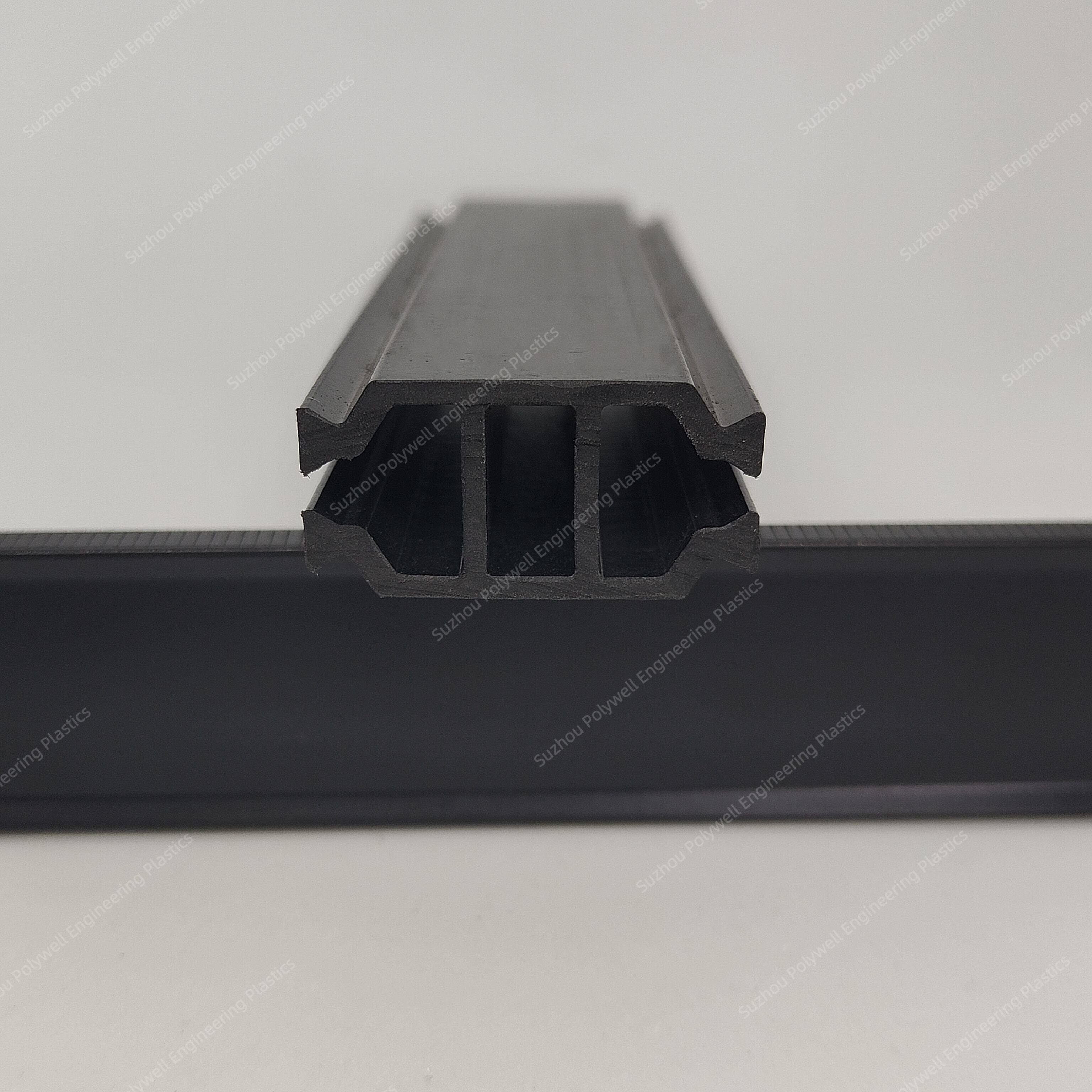
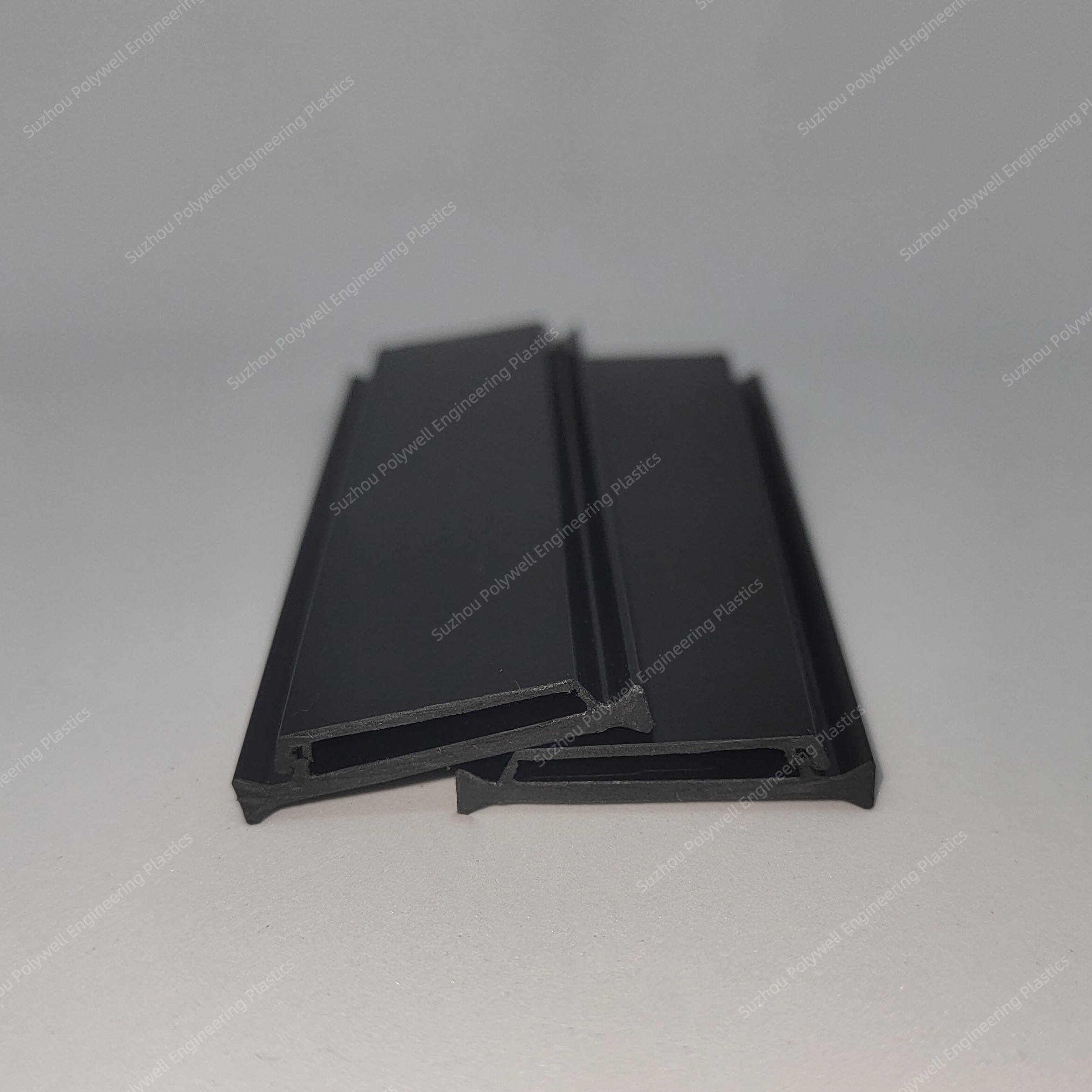
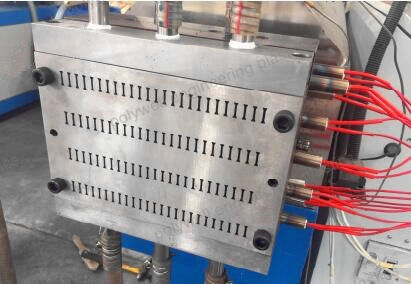
Cetakan memainkan peran penting dalam produksi strip pemutus termal PA. Ini merupakan komponen esensial yang memastikan produk akhir memenuhi spesifikasi yang diperlukan. Dipasang pada mesin ekstrusi plastik sekrup tunggal, cetakan memfasilitasi pembentukan dan formasi strip-strip tersebut. Dengan mengontrol suhu dan tekanan dengan hati-hati, cetakan memungkinkan bahan plastik diekstrusi menjadi bentuk dan ukuran yang diinginkan. Ketelitian ini sangat penting untuk mencapai strip pemutus termal berkualitas tinggi yang digunakan dalam berbagai aplikasi. Tanpa cetakan, proses produksi akan tidak lengkap, menunjukkan signifikansinya dalam pembuatan strip pemutus termal PA.
Cetakan ekstrusi profil pemutus panas selalu dipasang pada mesin ekstrusi plastik sekrup-tunggal. Cetakan ini digunakan untuk memproduksi dan membentuk strip pemutus panas PA. 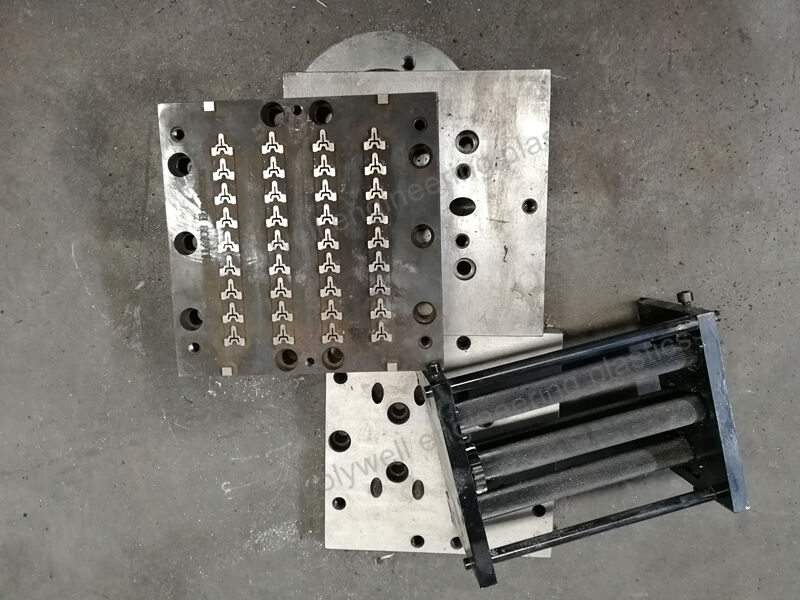
Apa itu cetakan dalam manufaktur?
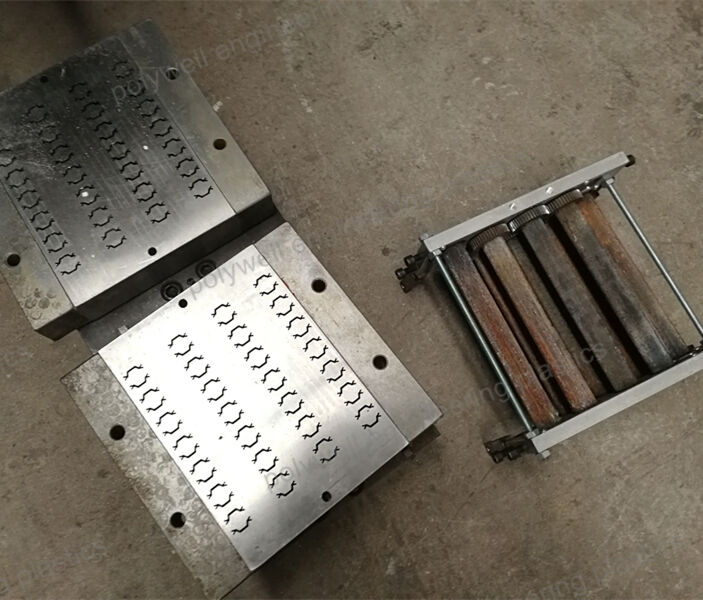
Cetakan, juga dieja sebagai mould, adalah alat atau die. Dalam proses manufaktur, cetakan berupa rongga atau matriks tempat suatu zat cair atau plastik dibentuk menjadi produk jadi yang diinginkan. Suatu zat cair dalam keadaan leleh, seperti bahan PA 6.6, dituangkan atau dipaksa masuk ke dalam cetakan lalu dibiarkan mengeras.
Pembuatan cetakan ekstrusi plastik merupakan metode yang paling umum digunakan untuk memproduksi produk plastik. Pembuatan cetakan ekstrusi adalah proses di mana plastik cair, biasanya termoplastik, dimasukkan ke dalam cetakan logam yang terbuat dari baja atau aluminium. Setelah bahan cair tersebut dimasukkan ke dalam cetakan, bahan tersebut harus didinginkan hingga mengeras sebelum produk akhir dapat dikeluarkan. Bahan cetak yang digunakan meliputi ABS, asetal, nilon 66, polietilena densitas rendah (LDPE), polietilena densitas tinggi (HDPE), policarbonat, polipropilena, polistirena, dan elastomer termoplastik. Pembuatan cetakan ekstrusi plastik digunakan di berbagai industri, antara lain konstruksi, makanan dan minuman, medis, serta farmasi.
Dan perusahaan kami terutama memproduksi cetakan untuk produk nilon 66.
Spesifikasi
Nama |
Cetakan ekstrusi |
Bahan Plastik |
PA66-gf25 |
Baja untuk Cavity & Core |
DIN 1.2379 |
Jumlah Cavity |
Kustomisasi |
Kekerasan Cavity & Core |
48-52HRC / 55-60HRC |
Aksesori Cetakan |
Standar HASCO |
Sistem pendingin |
Pendingin air |
Pelari |
Dingin |
Waktu Pengiriman |
Sekitar 28-35 hari kerja |
Pengepakan |
Kotak Plywood |
Pembayaran |
T/T, Western Union, Money Gram |
Layanan desain dan pengembangan cetakan kami:
Presisi alat merupakan kunci kualitas komponen. Pembuatan alat adalah suatu seni. Oleh karena itu, kami memproduksi dan menguji alat-alat kami sesuai standar kualitas paling ketat. Baik Anda membutuhkan alat untuk pembuatan prototipe maupun produksi volume tinggi dengan rongga ganda atau lebih, kami akan menyelesaikannya secara cepat dan akurat.

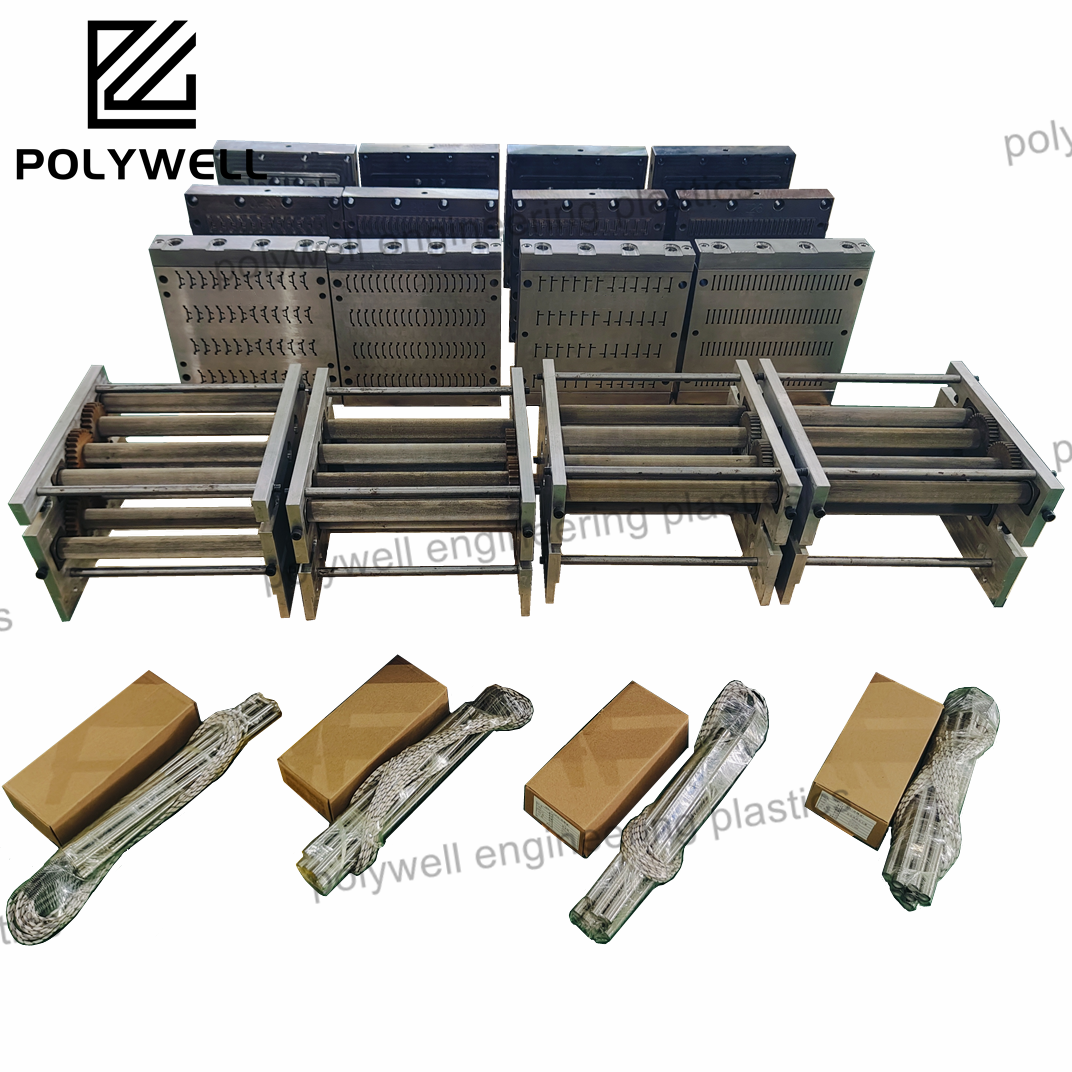
Packing & Pengiriman
Kami biasanya menempatkan setiap cetakan ke dalam kotak kayu lapis untuk memastikan cetakan aman selama seluruh proses transportasi.
Berat masing-masing cetakan sekitar 60–200 kg. Hal ini tergantung pada ukuran cetakan.
Biasanya kita membutuhkan 28-35 hari kerja untuk memproduksi cetakan. Setelah itu, kita akan melakukan tes cetakan untuk memastikan baik cetakan dan strip poliamida yang dihasilkan oleh cetakan ini memenuhi syarat.