Aluminium memiliki banyak sifat unggul, merupakan bahan yang sempurna untuk sistem struktur fenestration pada kebanyakan aspek. Namun, aluminium juga merupakan bahan yang sangat konduktif terhadap panas sehingga akan dengan cepat mentransfer suhu iklim eksterior. Oleh karena itu, orang menciptakan sistem pemutus termal untuk mengurangi konduksi panas.
Saat ini, ada dua jenis material yang paling sering digunakan dalam sistem pemutus termal:
Untuk sistem polyurethane pour & debridge, saluran dirancang ke dalam profil aluminium dan diisi dengan poliuretan cair. Kemudian hapus jembatan logam dari bagian bawah saluran agar poliuretan yang telah mengeras berfungsi sebagai isolator. (seperti ditunjukkan pada Gambar 1 dan Gambar 2)
 |
 |
| Gambar 1 poliuretan sistem pemutus termal pour & debridge | Gambar 2 poliuretan sistem pemutus termal pour & debridge |
Untuk sistem strip pemutus termal poliamida, sebuah strip poliamida dimasukkan secara mekanis di antara dua profil aluminium. Strip poliamida adalah isolator. (seperti ditunjukkan pada Gambar 3 dan Gambar 4)
 |
 |
| Gambar 3 strip poliamida sistem pemutus termal | Gambar 4 strip poliamida sistem pemutus termal |
Hari ini, kita akan membahas proses penyisipan yang diperlukan dalam profil aluminium pemutus termal. Karena selain kualitas strip poliamida itu sendiri, tingkat teknis dari proses penyisipan adalah faktor penting yang menentukan kualitas profil aluminium pemutus termal.
Secara umum, proses penyisipan diselesaikan dalam empat langkah:
Penggergajian profil
Penyisipan strip
Penjepitan
Uji kekuatan geser
Langkah pertama: Profil K penggergajian
Profil knurling adalah untuk menggulirkan "gigi" pada bagian profil aluminium yang perlu memasukkan strip poliamida. (seperti yang ditunjukkan pada Gambar 5 dan Gambar 6)
Tujuan dari knurling adalah untuk meningkatkan kekasaran profil, sehingga dapat meningkatkan kekuatan tarik geser profil aluminium komposit. Profil knurling adalah proses yang sangat krusial.
 |
 |
| Gambar 5 profil penggergajian | Gambar 6 gigi pada profil aluminium |
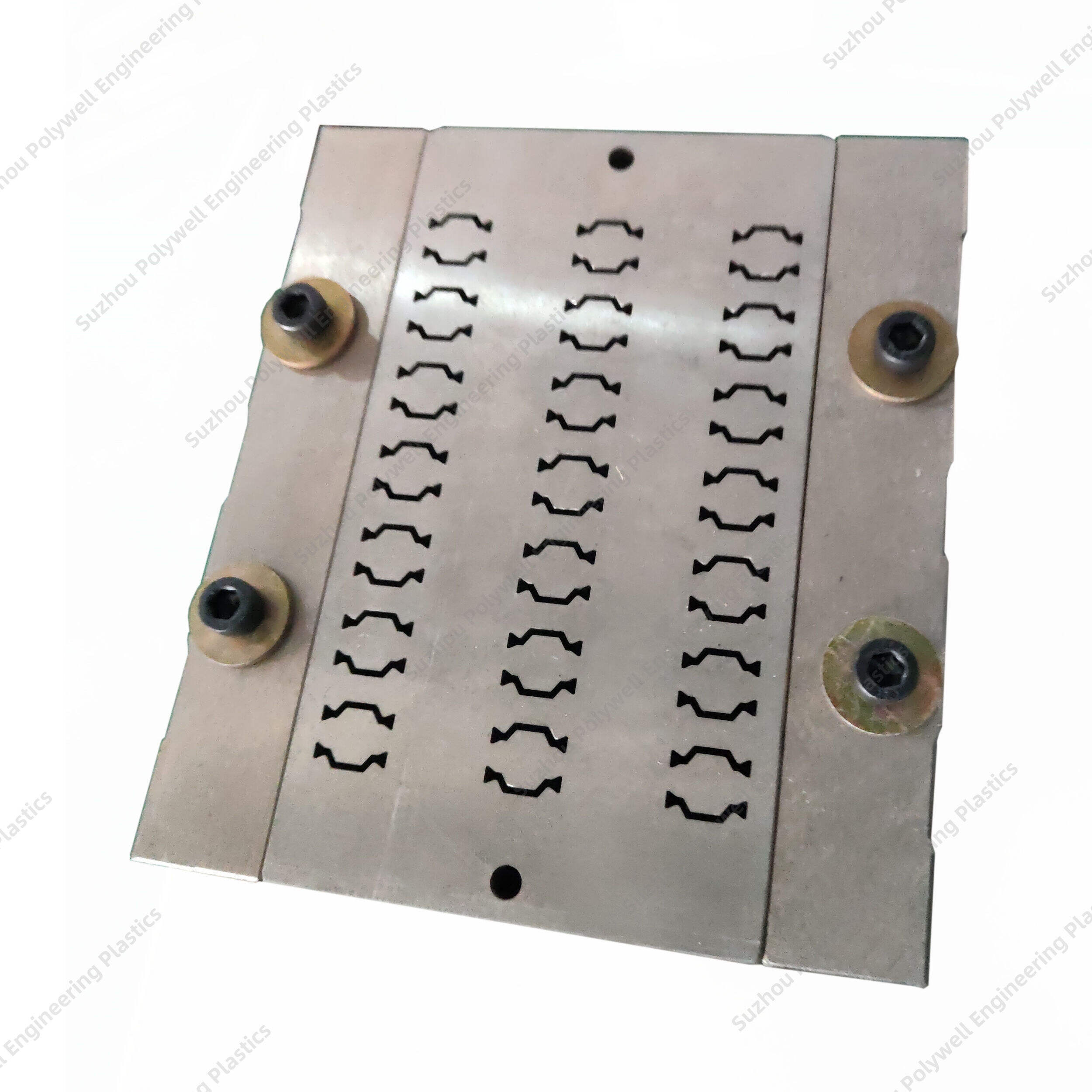
Strip poliamida dimasukkan ke dalam celah aluminium atas dan bawah melalui rel panduan mesin penyisipan strip, sehingga mereka dapat terhubung bersama. (seperti yang ditunjukkan pada Gambar 7) Proses penyisipan beberapa peralatan diintegrasikan dalam mesin knurling, yaitu strip poliamida dimasukkan ke dalam profil aluminium selama proses knurling profil. Setelah penyisipan, strip poliamida dan profil aluminium tidak terikat erat. Mereka longgar. Strip dan profil aluminium dapat bergerak satu sama lain.
Untuk profil aluminium yang jarak pusat dua lubangnya kurang dari 10mm (seperti ditunjukkan pada Gambar 8), sulit untuk memasukkan strip poliamida menggunakan mesin penyisip strip. Dalam hal ini, kita hanya bisa memasukkan strip poliamida secara manual.
 |
 |
| Gambar 7 penyisipan strip |
Gambar 8 jarak antara dua lubang pusat kurang dari 10mm |
Penjepitan adalah proses menekan profil aluminium dan strip pemutus termal menggunakan tiga set roda rolling keras. Tiga set roda rolling digunakan untuk pra-muatan, kompresi, dan koreksi masing-masing. (seperti ditunjukkan pada Gambar 9 dan 10)
 |
 |
| Gambar 9 penggerolan | Gambar 10 penggerolan |
Langkah pengujian sangat mudah. Terapkan gaya yang bertambah secara longitudinal pada profil hingga ketidakselarasan terjadi antara profil aluminium dan strip pemutus termal. (seperti ditunjukkan pada Gambar 11 dan Gambar 12)
Selain itu, uji ini bukanlah uji satu kali. Kami harus menguji 10 sampel dengan ukuran 100mm. Selama proses, perlu diperhatikan bahwa blok pengait atas dan bawah tidak boleh menjepit strip pemutus panas. Tujuan dari pengujian kekuatan geser adalah untuk menguji kekuatan kombinasi antara strip pemutus panas dan profil aluminium. Standar Nasional Tiongkok menetapkan bahwa nilai karakteristik kekuatan geser longitudinal profil aluminium pemutus panas harus lebih besar dari 24N/mm.
 |
 |
| Gambar 11 uji kekuatan geser | Gambar 12 uji kekuatan geser |
 Berita Terpanas
Berita Terpanas
POLYWELL memfokuskan diri pada strip isolasi termal PA66, menawarkan butiran poliamida, ekstruder, cetakan, mesin penggulung, dan layanan kustomisasi satu atap yang komprehensif.
Kota Jinfeng, Kota Zhangjiagang, Kota Suzhou, Provinsi Jiangsu, Tiongkok
Hak Cipta © 2024 Suzhou Polywell Engineering Plastics Co., Ltd Kebijakan Privasi

 EN
EN