EN
EN











































Նեյլոնե արտամղման պողպատե կաղապար պոլիամիդային ջերմային անջատման շերտերի համար PA66 շերտի արտամղման կաղապարի համար
Էքստրուդիր նեյլոն շղթայի ուղեցույց PA66, վազքուղու ուղեցույց, պոլիամիդ սալիկի ուղեցույց, ձուլաքանդակ
- Ակնարկ
- Առաջարկվող ապրանքներ
Ապրանքների մանրամասներ
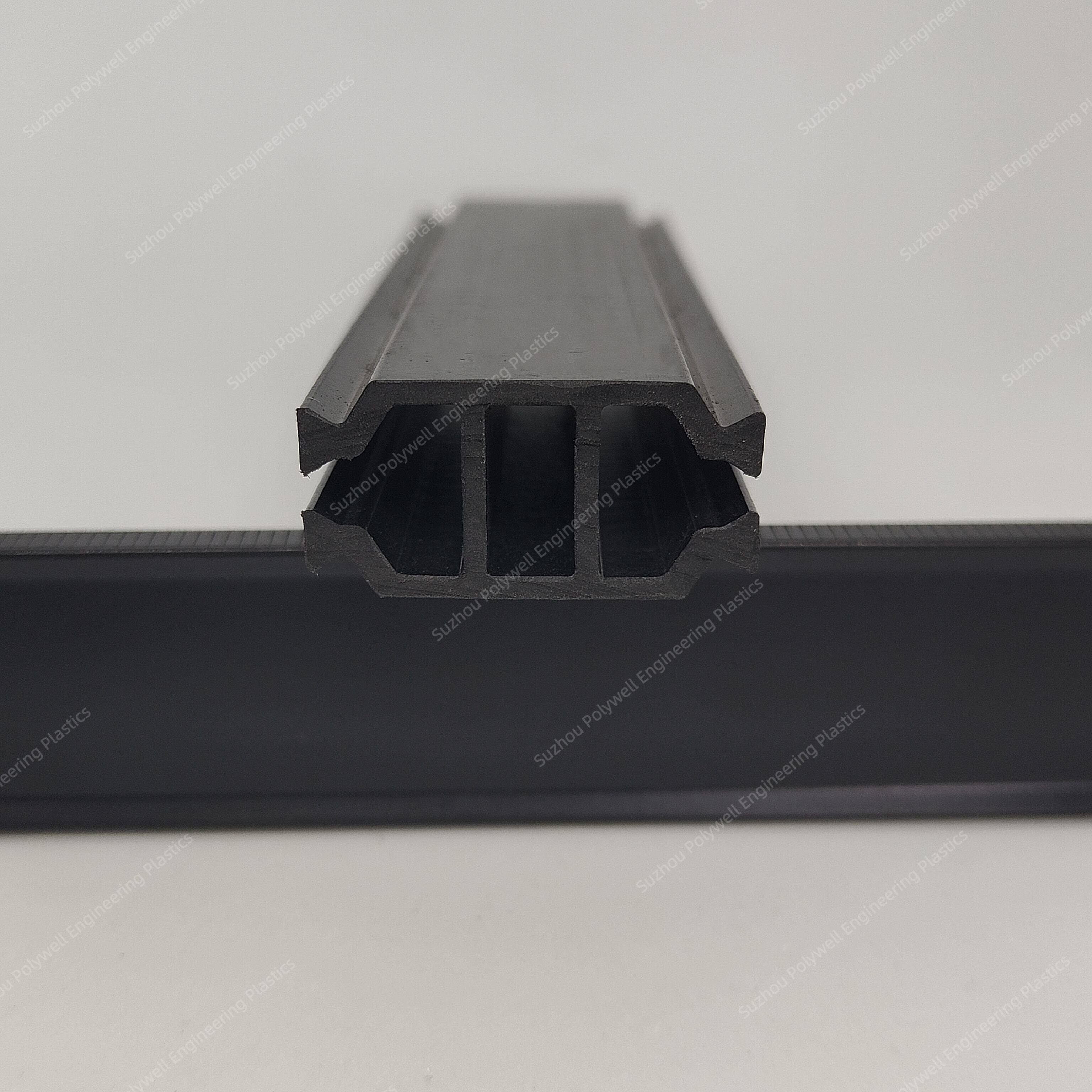
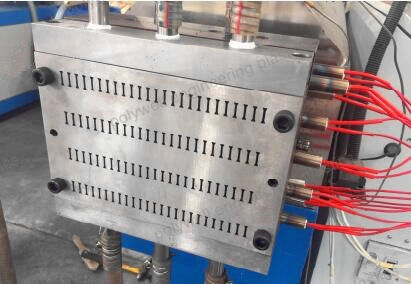
Մոդելը խաղարկում է կարևոր դեր PA ջերմունակության խախտված շերտերի արտադրման ժամանակ։ Սա հիմնական կոմպոնենտ է, որը համոզված է, որ վերջնական արտադրանքը համապատասխանում է պահանջվող նորմատիվներին։ Մոդելը տեղադրված է միա սկրիւ պլաստմասային արտագրումի մաքնինայի վրա, որը արտագրում է շերտերի ձևավորումը և ձևավորումը։ Տեմպերատուրայի և ճնշումի նշանակալի կառավարմամբ, մոդելը թույլ է տալիս պլաստմասային նյութը արտագրել պահանջվող ձևով և չափով։ Այս ճշգրտությունը կարևոր է բարձր որակի PA ջերմունակության խախտված շերտերի ստեղծման համար, որոնք օգտագործվում են տարբեր կիրառություններում։ Մոդելի բացակայությամբ արտադրանքի պրոցեսը կլինի անավարտ, որը ցույց է տալիս նրա կարևորությունը PA ջերմունակության խախտված շերտերի արտադրման ժամանակ։
Ջերմային ընդհատման պրոֆիլների սեղմագործման ձուլատակայքերը միշտ օգտագործվում են մեկ պտտվող մանրաթել ունեցող պլաստմասսայի սեղմագործման մեքենաներում: Դրանք օգտագործվում են PA ջերմային ընդհատման շինվածքների արտադրության և ձևավորման համար: 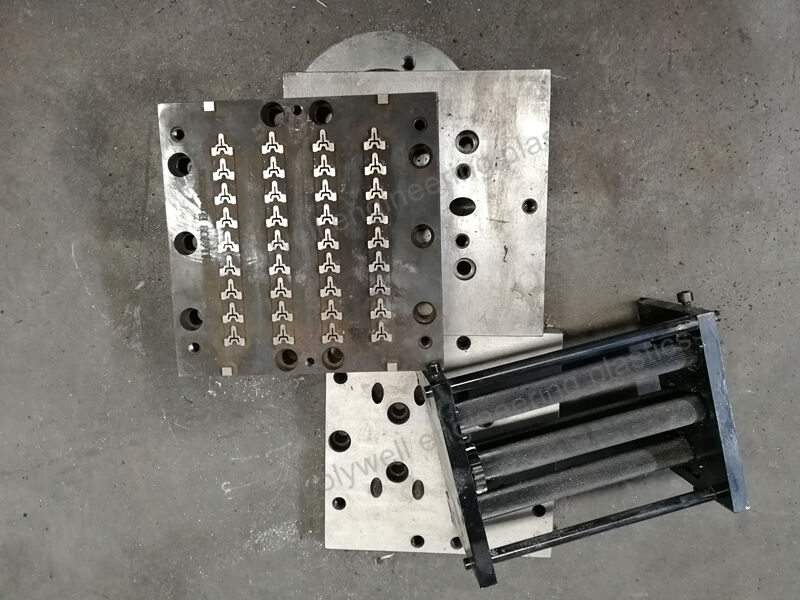
Ի՞նչ է գործարքը արտադրության մեջ:
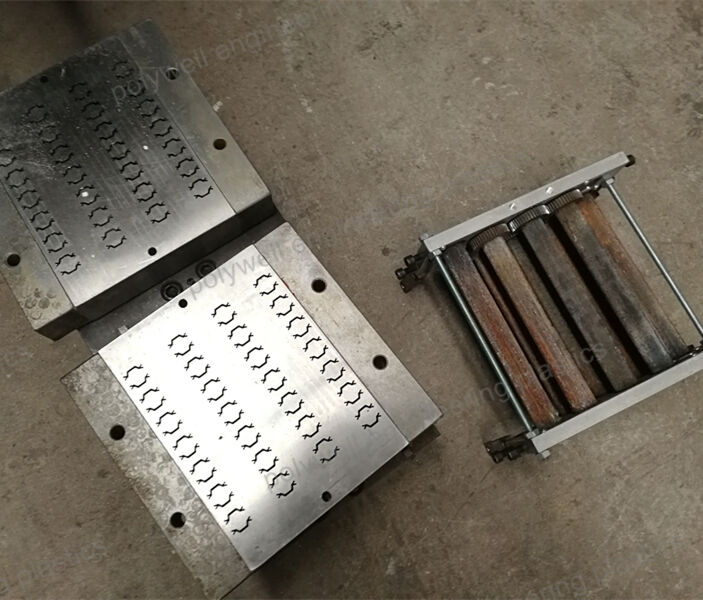
Ձուլատակայք (նաև՝ մոլդ), որը կարող է գրվել նաև «mould» ձևով, մի գործիք կամ մատրիցա է: Արտադրության մեջ սա մի խոռակ կամ մատրիցա է, որտեղ հեղուկ կամ պլաստիկ նյութը ձևավորվում է ցանկալի վերջնական արտադրանքի: Հալված նյութը, օրինակ՝ PA 6.6 նյութը, լցվում է կամ ստիպվում է մտնել ձուլատակայքի մեջ և թույլ տրվում է սառչել:
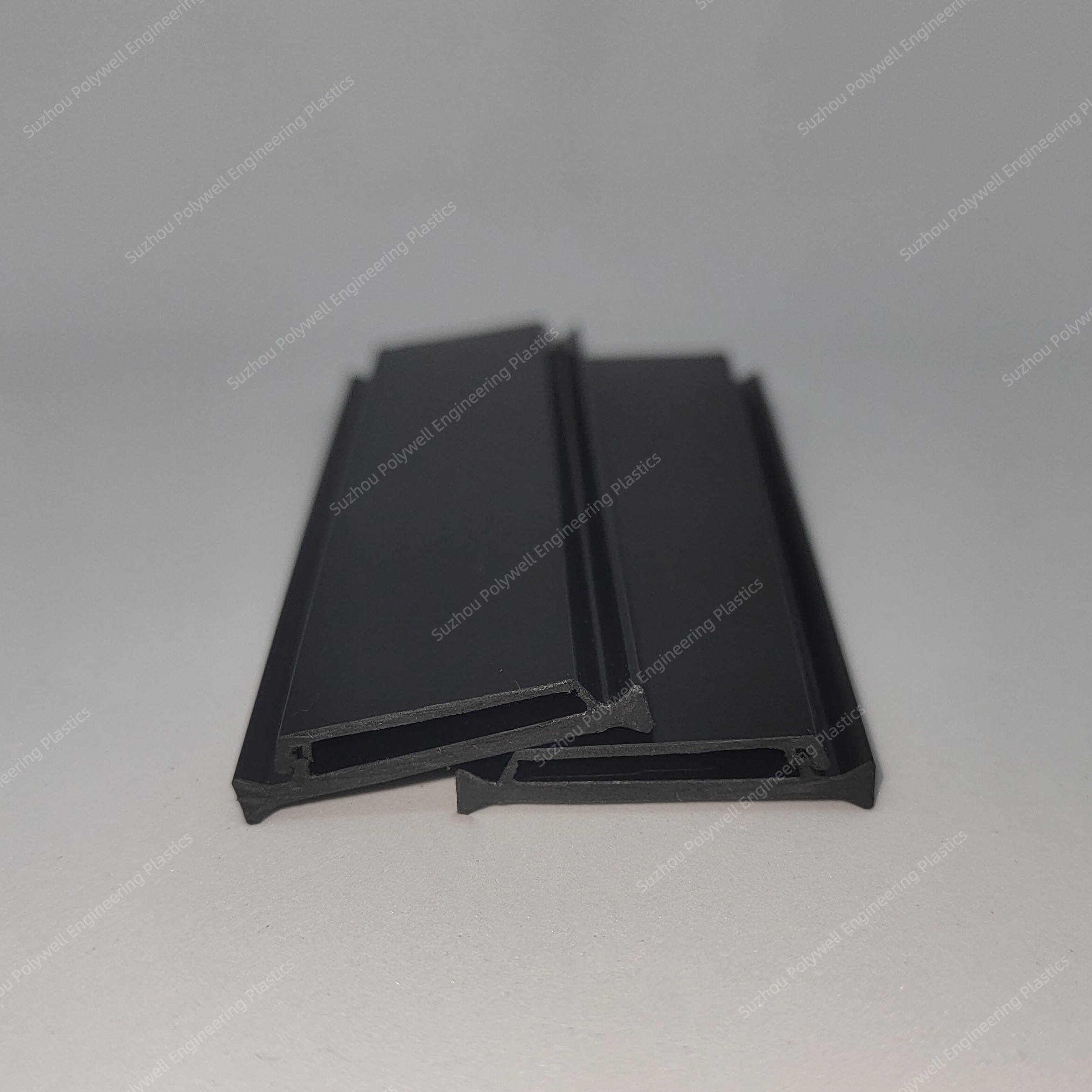
Պլաստմասսայի էքստրուդերային ձուլումը պլաստմասսայի արտադրանքներ ստեղծելու ամենատարածված մեթոդն է: Էքստրուդերային ձուլումը մեթոդ է, որի ժամանակ հալված պլաստմասսա (սովորաբար թերմոպլաստիկ) լցվում է պողպատի կամ ալյումինից պատրաստված մետաղական ձուլատակառույցի մեջ: Երբ հալված նյութը լցվում է ձուլատակառույցի մեջ, այն պետք է թույլատրել սառչել մինչև ամրանալը, որից հետո կարելի է հանել վերջնական մասը: Օգտագործվում են հետևյալ ձուլման նյութերը՝ ABS, ացետալ, նայլոն 66, ցածր խտության պոլիէթիլեն (LDPE), բարձր խտության պոլիէթիլեն (HDPE), պոլիկարբոնատ, պոլիպրոպիլեն, պոլիստիրեն և թերմոպլաստիկ էլաստոմեր: Պլաստմասսայի էքստրուդերային ձուլումը կիրառվում է շինարարության, սննդի և խմիչքների, բժշկության և դեղագործության բնագավառներում:
Եվ մեր ընկերությունը հիմնականում արտադրում է նեյլոն 66 արտադրանքի համար մոդելներ:
Տեխնիկական բնութագրեր
Անուն |
Եկստրուցիայի մոլդ |
Պլաստիկ նյութ |
PA66-gf25 |
Կենդանի բարձրությունը և կոր |
DIN 1.2379 |
Կենդանի թիվը |
Պատվերական |
Կենդանի և կորի կորուստությունը |
48-52HRC / 55-60HRC |
Մոլդի հավաքականներ |
HASCO Ստանդարտ |
Սառեցման համակարգ |
Ջրային հանգույց |
Վազող |
Ցուրտ |
Առաքման ժամանակ |
Կիսական 28-35 աշխատանքային օր |
Өգտոգում |
Նրբատախտակի պատյան |
Վճարում |
Տ/Տ, Western Union, Money Gram |
Մեր ծառայությունը մոլդի դիզայնի և արտապատկերման մասին:
Գործիքի ճշգրտությունը մասի որակի հիմնարար պայմանն է: Գործիքների արտադրումը արվեստ է: Այդ պատճառով մենք արտադրում ենք և փորձարկում ենք մեր գործիքները ամենախիստ որակի ստանդարտներին համապատասխան: Անկախ նրանից՝ ձեզ անհրաժեշտ է գործիք պրոտոտիպավորման կամ բարձր ծավալային բազմախոռոչ արտադրության համար, մենք այն կարտադրենք արագ և ճշգրտորեն:

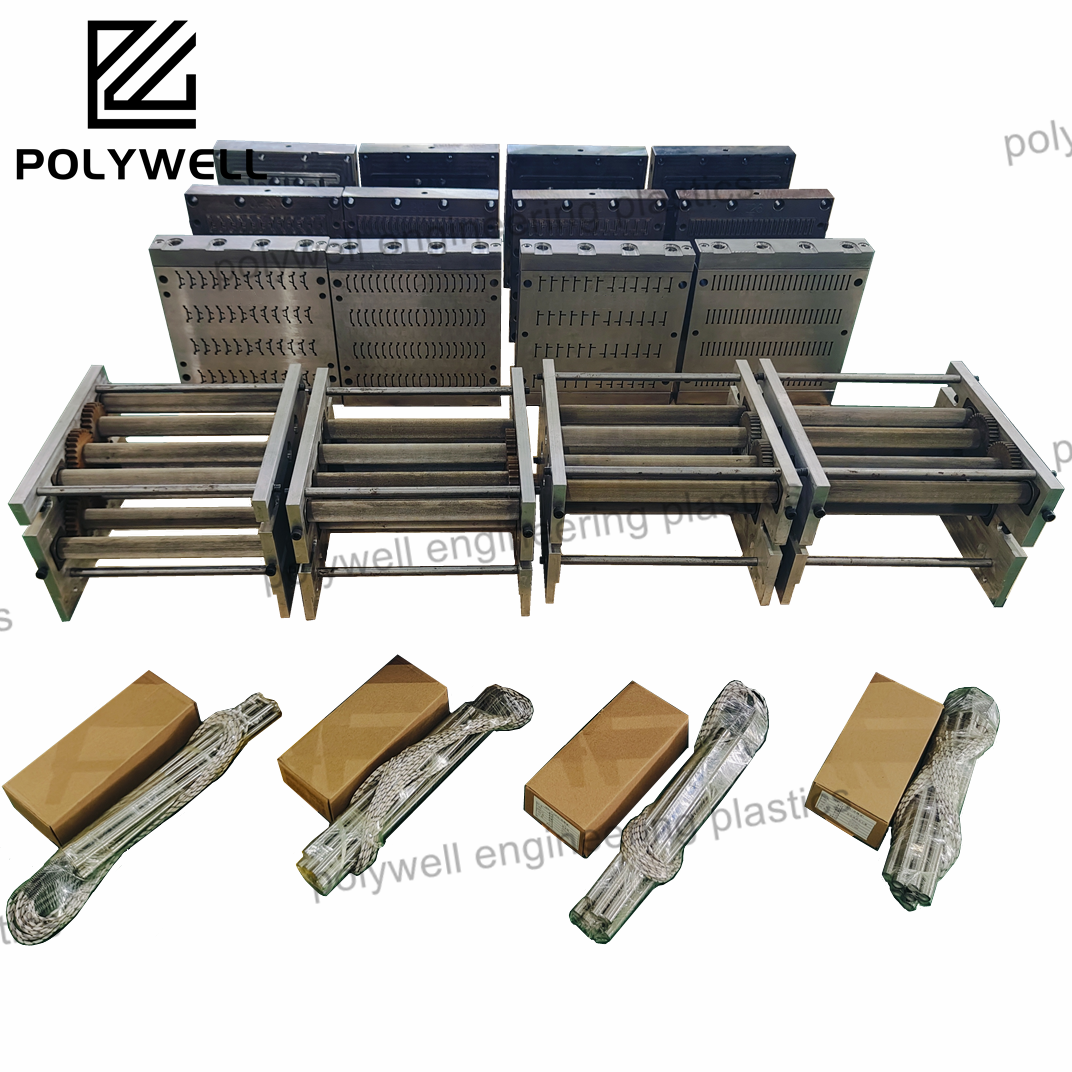
Պակետավորում և առաքելություն
Մենք սովորաբար յուրաքանչյուր մոդել դնում ենք փայտե տուփի մեջ, որպեսզի համոզվենք, որ մոդելը անվտանգ է ամբողջ փոխադրության ընթացքում:
Ամենամեկ ձուլատակի քաշը մոտավորապես 60–200 կգ է։ Դա կախված է ձուլատակների չափսերից։
Մենք սովորաբար 28-35 աշխատանքային օր ենք անհրաժեշտ մոդել արտադրելու համար: Այդուհետ, մենք կկատարենք մոդելի փորձարկում, որպեսզի համոզվենք, որ ինչպես մոդելը, այնպես էլ այս մոդելի կողմից արտադրած պոլիամիդի շերտերը որակավորված են: