Screw Ib Leeg: Qhov Siv Thaj Chaw Tshwj Tsis Rau Kuab Tso, Txuas Ntawv thiab Siv Khoom
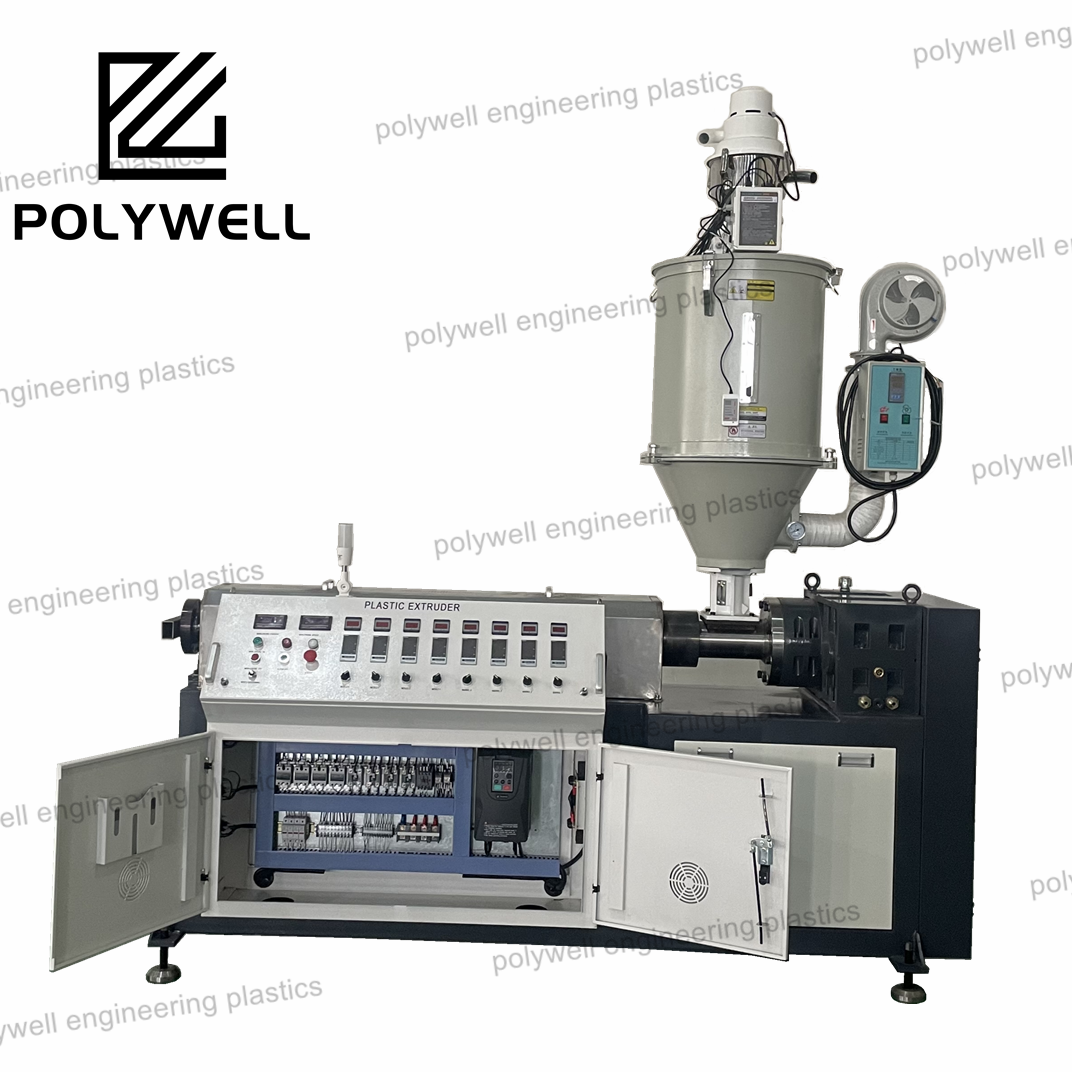
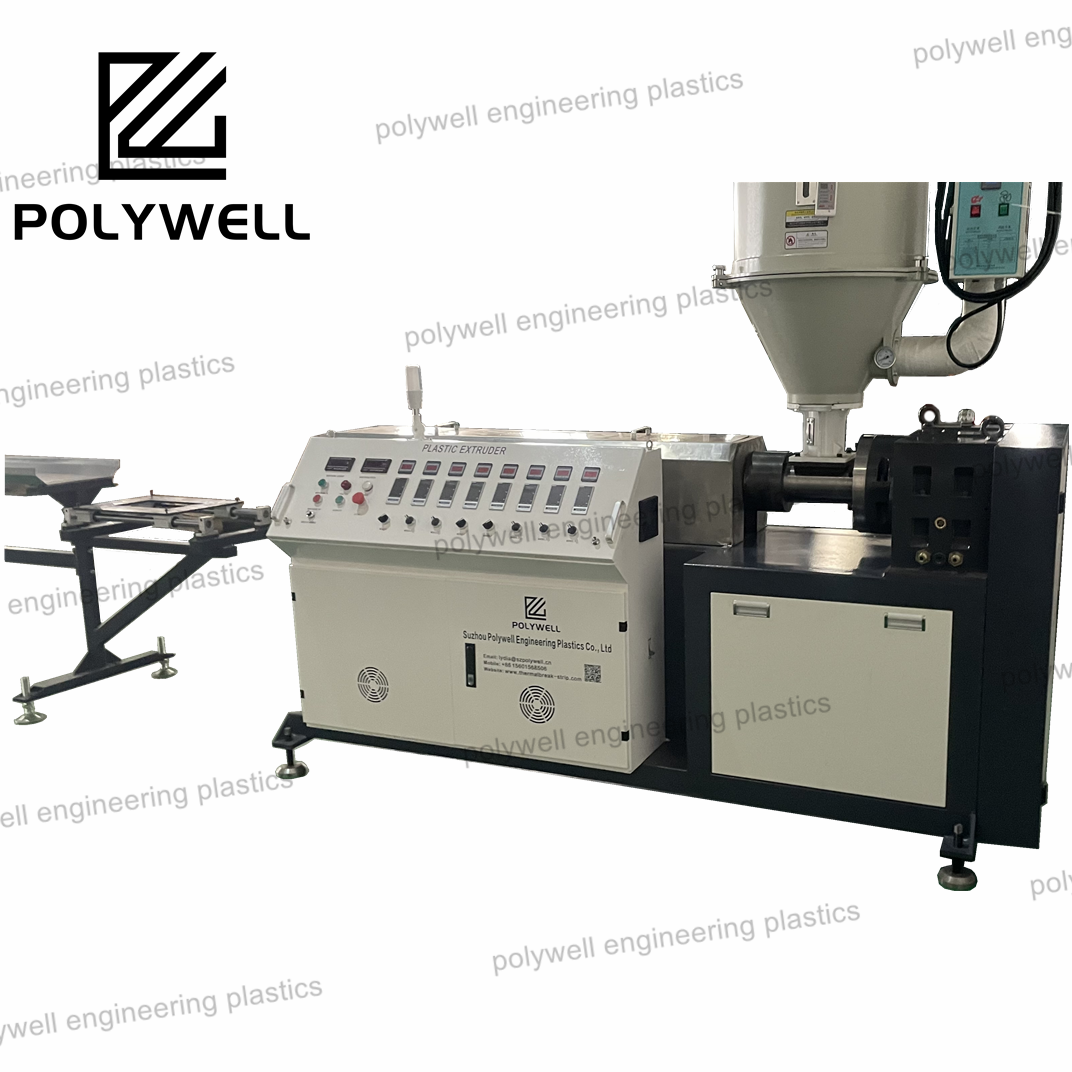
Peeb no pab t focusing rau hauv qhov screw ib leeg, ib qhov siv tshwj tsis uas feem ntau siv nyob hauv kuab tso, injection molding, thiab kev siv kho tshuab. Nws piav qhia cov ntawv sau npe ntawm qhov screw ib leeg—xws li daim ntawv xa khoom, daim compression, thiab daim metering—thiab txhua qhov chaw ua haujlwm li cas los kuab, sib puag ncig, thiab tso khoom (plastics, composites, thiab lwm yam). Cov ntaub ntawv muaj feem txwv cov cuab yeej txuas: lub rooj qaum ntawm screw, pitch, thiab flight depth, uas muaj kev tshwm sim ntau rau kev tso khoom thiab kev siv kho tau zoo. Nws kuj muaj cov kev siv hauv cheeb kam (xws li screws ib leeg nyob hauv plastic pipe extruders, tshuab siv khoom lag luam) thiab lus nug rau kev saib xyuas (saib xyuas tas li, tshawb nrhiav kev puas tsuaj). Qhov tshuaj lom neeg no pab cov neeg kho tshuab, saib xyuas tshuab, thiab neeg hauv paug kom paub meej tias cov screws ib leeg tau txo kev siv kho tau zoo dua thiab xaiv tus siv rau tshuab tshwj tsis.
Tau ib qho quote

 EN
EN