EN
EN










































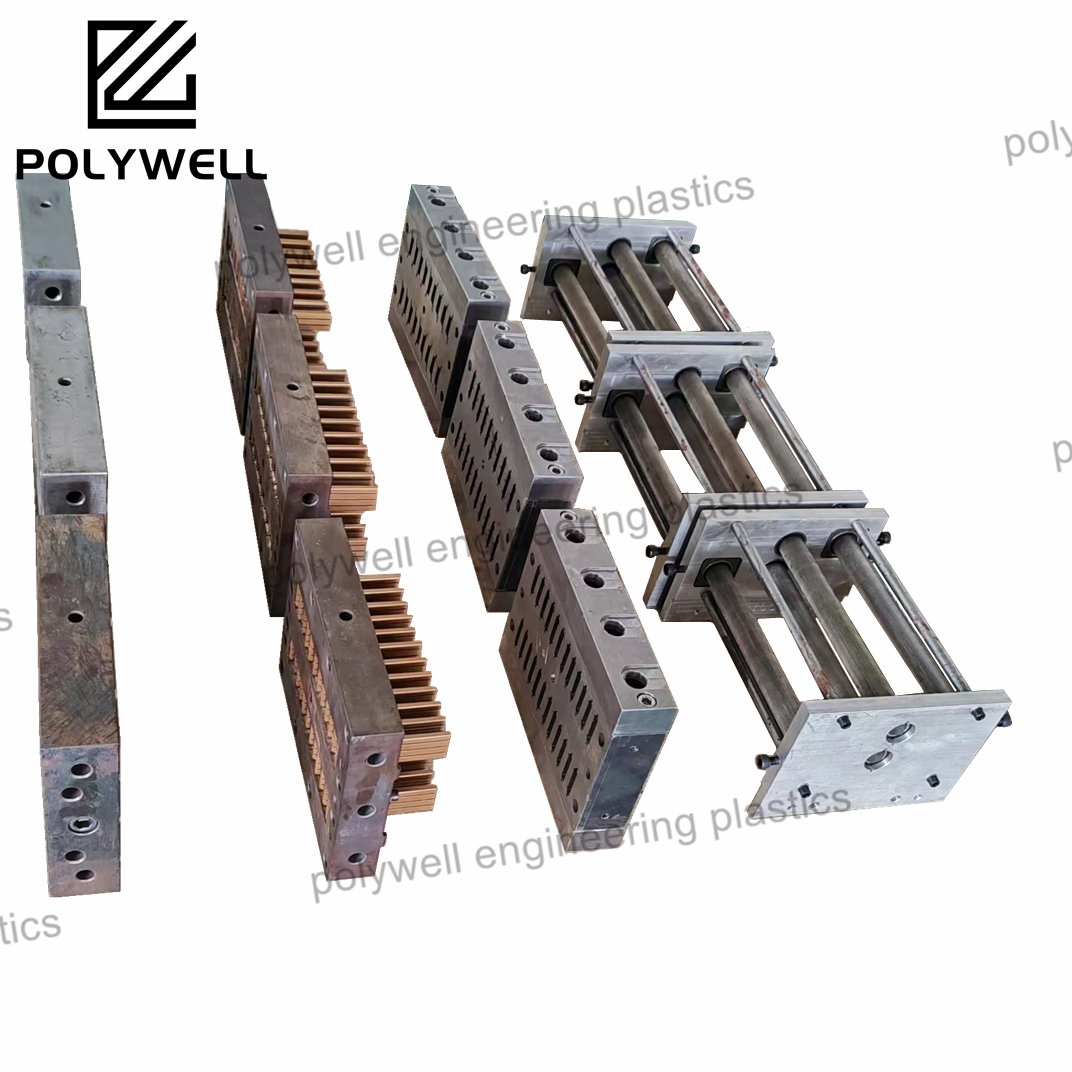

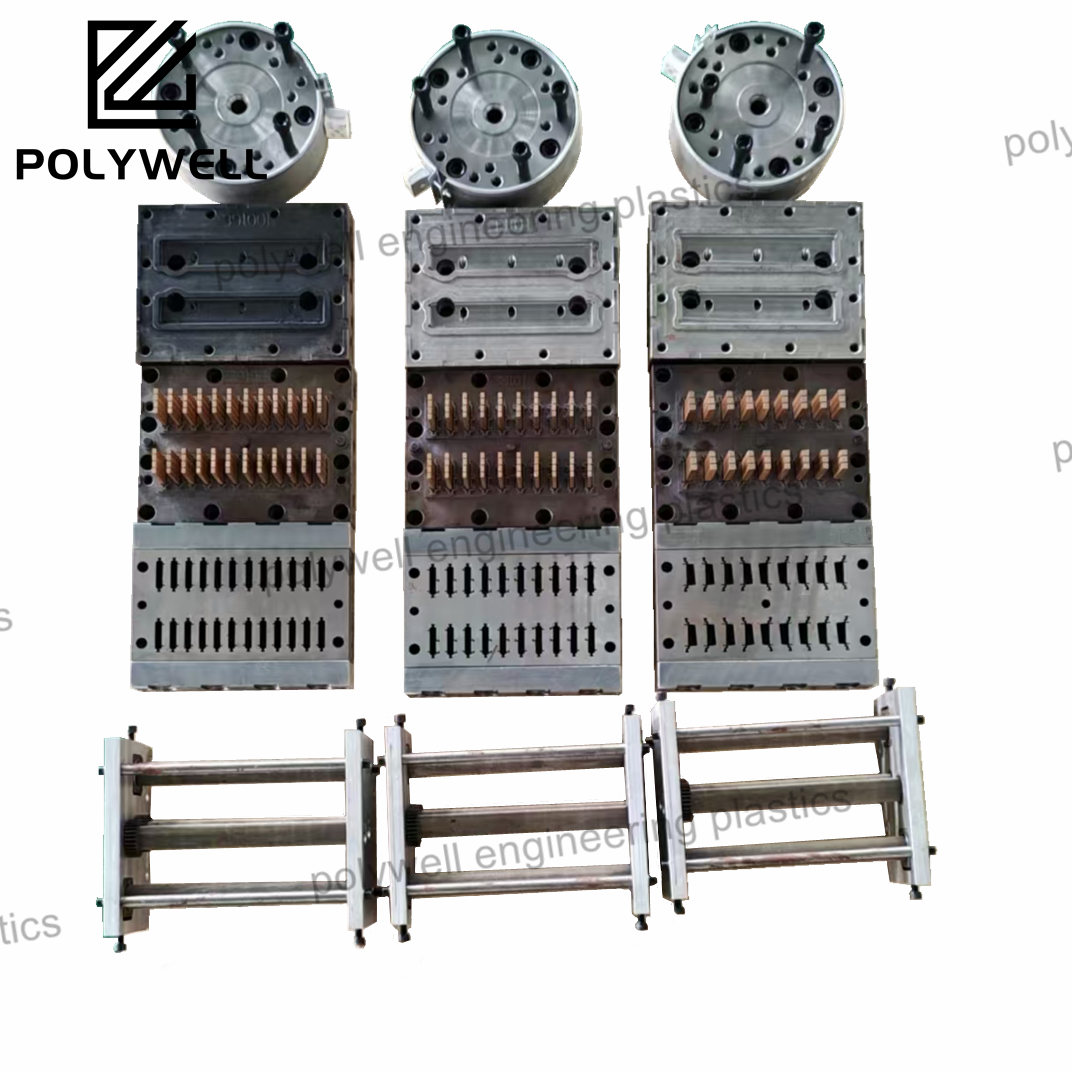
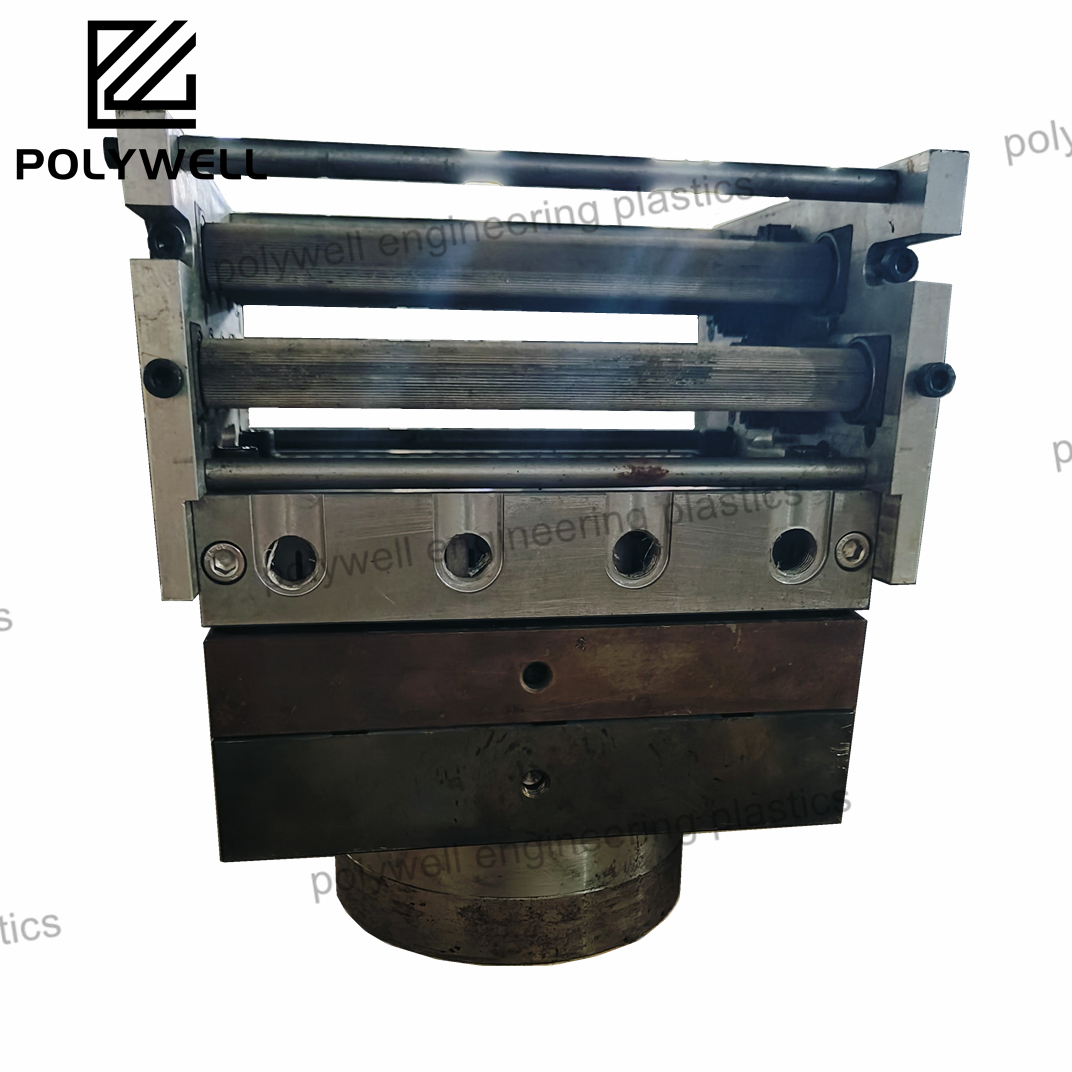
Yuav Ua Li Cas Xaiv Cov Khoom Siv Thermal Break Strips Rau Windows Thiab Qhov Rooj?
POLYWELL coj koj xaiv cov ntaub ntawv zoo tshaj plaws rau thermal so strips hauv qhov rais thiab qhov rooj. Ua kom pom kev rwb thaiv tsev thiab lub zog ua haujlwm nrog PA66GF25-based profiles.
Saib ntxiv