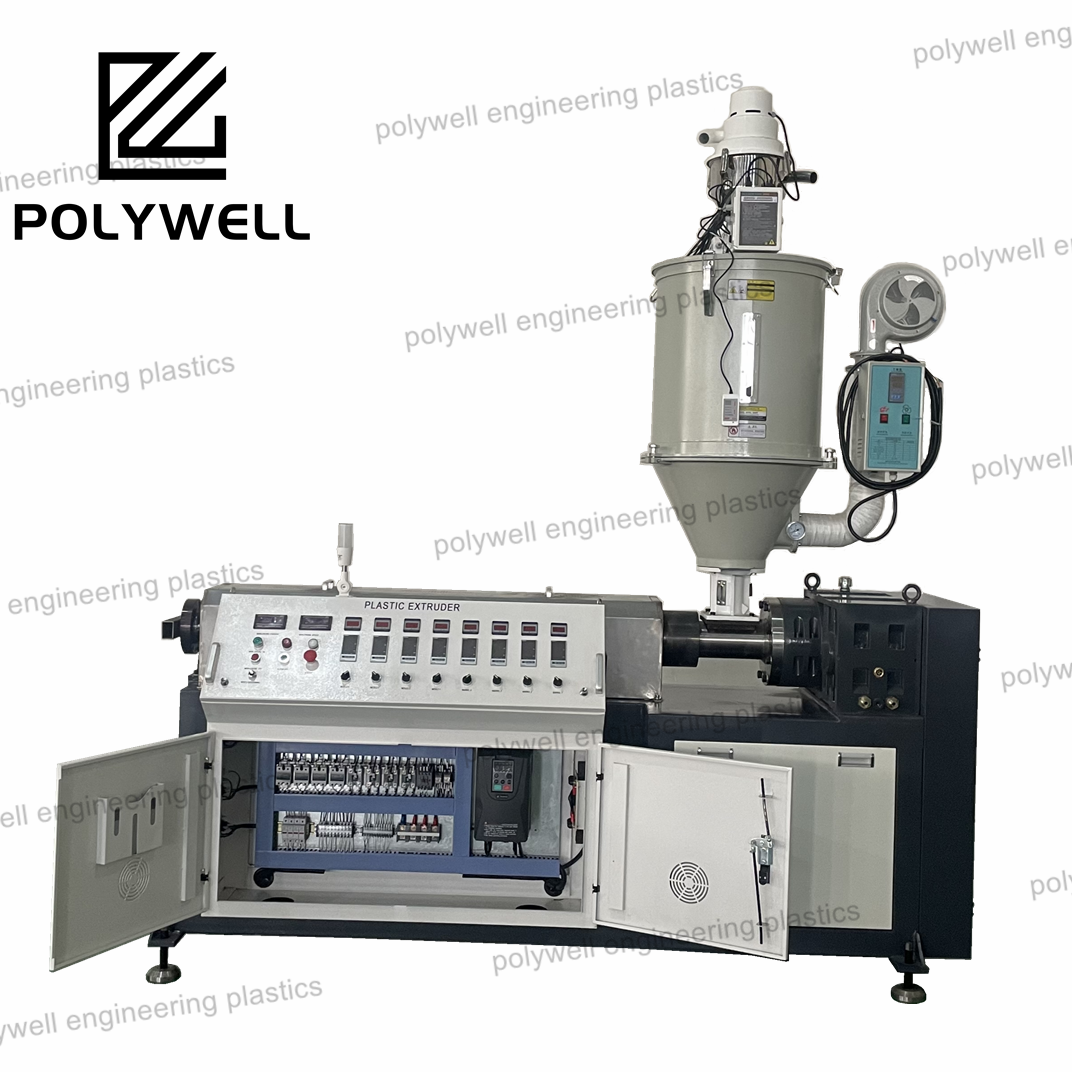
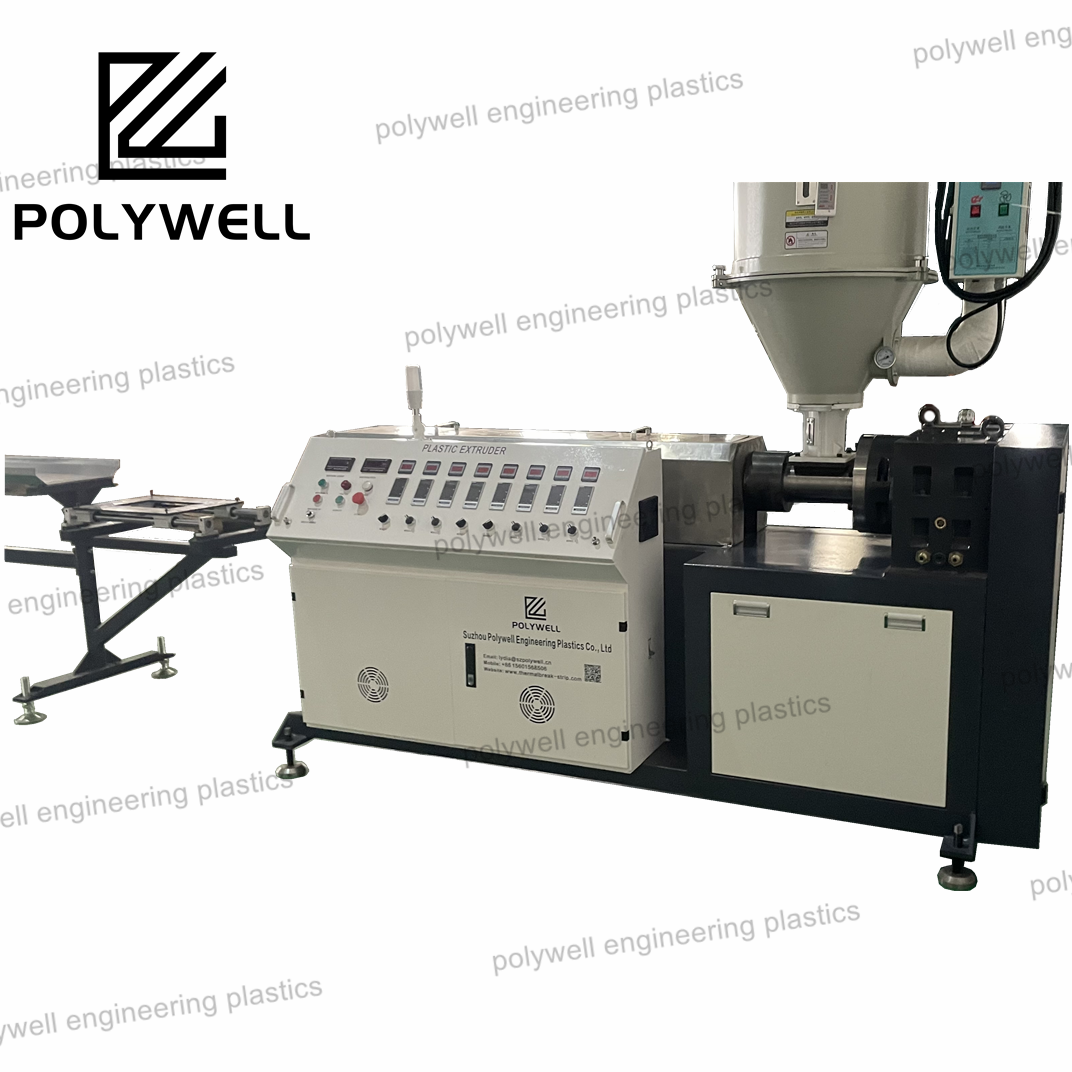
Jednošroubový válec: Základní komponent pro extruzní a výrobní zařízení
Tato stránka se zaměřuje na jednošroubový válec, klíčovou součást široce používanou v extruderech, zařízeních pro lisování do forem a zpracování materiálů. Popisuje strukturu jednošroubového válce – včetně přívodní části, kompresní části a dávkovací části – a způsob, jakým každá část funguje při tavení, míchání a dopravě materiálů (plasty, kompozity atd.). Obsah zahrnuje důležité konstrukční faktory: průměr šroubu, stoupání a hloubku závitu, které přímo ovlivňují tok materiálu a účinnost zpracování. Dále zahrnuje aplikační scénáře (např. jednošroubové válce v extruderech plastových trubek, zařízeních pro zpracování potravin) a tipy pro údržbu (pravidelné čištění za účelem prevence hromadění materiálu, kontrola opotřebení). Tento zdroj pomáhá inženýrům, servisním týmům a nakupujícím porozumět tomu, jak jednošroubové válce optimalizují výrobní procesy, a vybrat vhodnou variantu pro konkrétní zařízení.
Získat nabídku

 EN
EN