
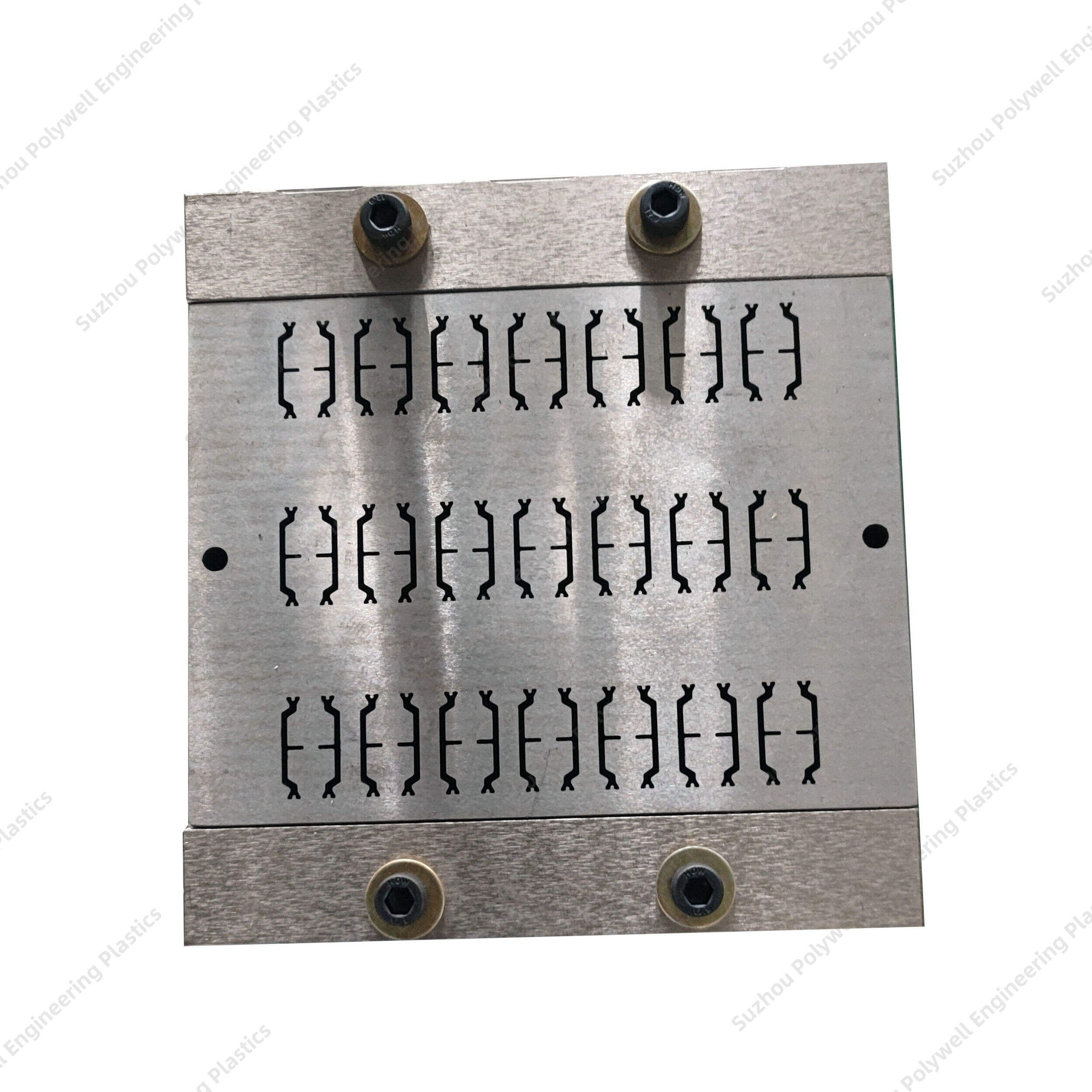







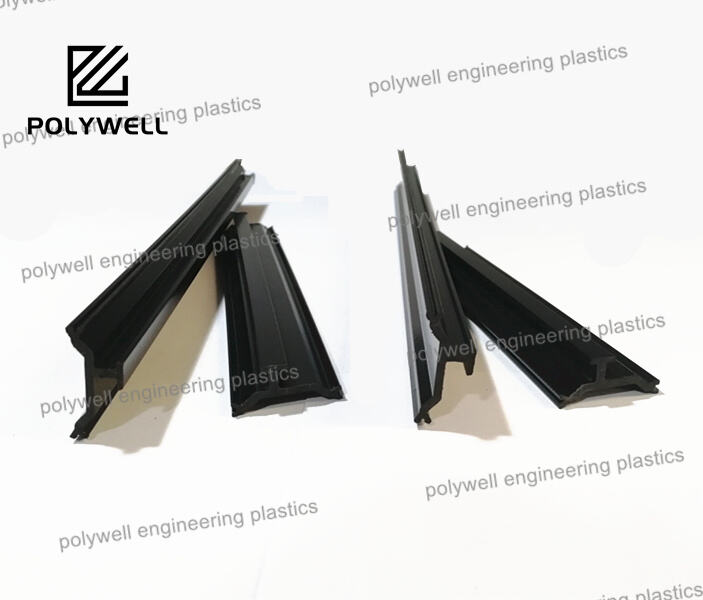



POLYWELL specializes in PA66 thermal insulation strips, offering polyamide granules, extruders, molds, winding machines, and comprehensive one-stop customization services.
Jinfeng Town, Zhangjiagang City, Suzhou City, Jiangsu Province, China
Copyright © 2024 Suzhou Polywell Engineering Plastics Co.,Ltd Privacy Policy

 EN
EN












































